For commercial or large-scale processing of used oil, centrifuges play a vital role in the separation process of water and sludge. This article discusses the typical layout of a used oil plant using industrial centrifuges, highlighting the benefits of centrifuges over conventional heating and settling methods.
Plant Layout
A used oil centrifuge plant layout has specific considerations that need to be addressed before the plant layout is designed and finalized.
Considerations for Used Oil Plant Layout
Several considerations influence the configuration of a commercial-scale used oil processing facility. Some of the critical considerations are discussed below.
Raw Product Source(s)
Used oil processors collecting oil from automotive garages and other similar locations typically don't carry too much sludge in the oil. On the other hand, used oil from industrial facilities mixed in with engine oil carries a higher percentage of solids that require a different separation approach.
Constituents
Straight-used oil from engines has water, glycol, and engine-wear particles as contaminants. This oil is easy to clean with a centrifugal separator. Used oil sometimes carries detergents from washing activities that can cause the oil to form an emulsion with water.
Such emulsified oils are trickier to process and need chemical demulsifiers to break the emulsion.
Existing Plant/Equipment
Used oil processors that currently use heating and settling methods have settling tanks that the operator can adapt to a centrifuge-based used oil recovery process. Other equipment, such as pumps, pre-strainers, etc., that are available at the existing location can be repurposed for a used oil centrifuge plant.
Heating Resources

One of the critical resources for processing used oil through centrifuges is heat. Increasing the temperature of used oil reduces the oil's viscosity, increasing centrifuge separation efficiency.
Therefore, tanks with heating coils or heat exchangers currently used to heat the incoming used oil are handy for a centrifuge-based used oil processing plant.
Pre-Processing
Pre-processing from a centrifuge perspective means pre-straining the raw used oil to separate large debris from the oil that can cause operational issues for the downstream equipment, including centrifuges, pumps, heat exchangers, etc.
Often, the pre-processing stage includes pre-heating and straining the used oil to allow the downstream centrifuge to operate at maximum efficiency.
Typical Used Oil Plant Layout
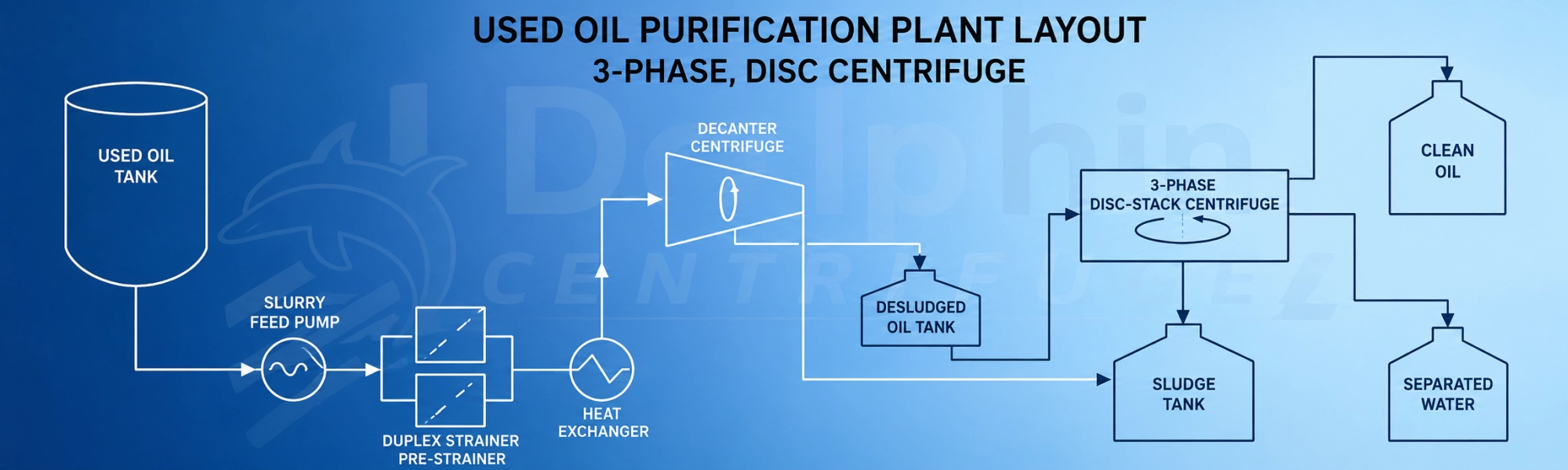
A 6MGY used oil plant using an industrial centrifuge for de-sludging and a disc-stack centrifuge for polishing the used oil has a multi-step process using a decanter and disc-stack centrifuge. The configuration is shown below through a piping and flow diagram.
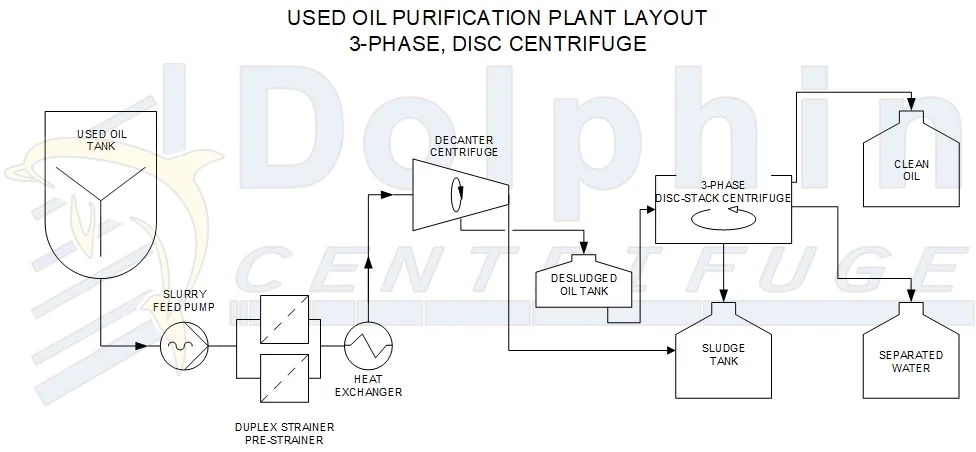
Six million gallons per year (6MGY) equals 25 GPM centrifuge capacity assuming 5 Days/week; 20 Hrs/Day processing. Therefore, the plant layout shows centrifuges capable of processing 25 GPM of used oil at efficient operating temperatures of around 180 F.
Plant Equipment & Function
The plant can be divided into three stations or steps: as follows.
Pre-Straining or Pre-Processing
Pre-straining is separating large solids from the used oil to prevent these solids from damaging downstream pumps and centrifuges. Used oil often contains rocks, twigs, rags, etc., potentially damaging equipment designed for smaller particles.

This step primarily consists of large mesh filter housings with 1/4" or 3/8" steel mesh containers that catch these large particles. Ideally, set up as duplex canisters, the operator can switch on the fly while processing.
The other aspect of pre-processing is pre-heating. Used oil centrifuges work well on oil that is heated. Pre-heating with steam or thermic fluid coils in the tank helps the oil flow through the pre-strainers and reduces the heat load on downstream heaters.
Filter housings with 1-1/2" ports and 36" steel mesh baskets suit the flow mentioned above.
Desludging

The desludging step is where a decanter centrifuge (horizontal bowl centrifuge) separates the bulk of sludge from the used oil. The decanter centrifuge is capable of handling particles up to 1/4".
For optimum separation, the used oil should be at 130 F for the decanter to produce oil with less than 2% sludge. The actual separation efficiency of the decanter depends on the type of solids (organic matter or metal particles) and the particle size distribution.
The Alfa Laval NX-314 decanter is a heavy-duty decanter that can process up to 40 GPM of light viscosity oils. Though the actual throughput depends on the used oil composition and contamination level, a flow rate of around 25 to 30 GPM is achievable for standard used oil.
The desludging step is critical for industrial used oil with high solid sludge content. This sludge removal is essential due to the solids handling limitation of the downstream disc-stack centrifuge.
Polishing and Water Separation

The decanter centrifuge de-sludges the used oil but does not separate the water from the used oil. In this step, an Alfa Laval high-speed disc-stack centrifuge separates the water and remaining small particles from the used oil.
This centrifuge incorporates a three-phase design that can separate the water and sediment from the oil simultaneously. These disc-stack centrifuges' inherent high centrifugal force allows them to separate small particles down to 0.5 microns and all free water.
If the used oil contains emulsions, the disc-stack centrifuge can break some of the emulsified phases by pulling out the microparticles acting as the nucleus of the emulsion.
Our article titled using a disc centrifuge to break oil emulsion delves into more details on this topic.
Our field experience makes it possible to produce 99.9% clean used oil from the disc-stack centrifuge. The separate water phase does carry some oil in the 100 to 5000 ppm range.
Benefits of Centrifugation versus Heating & Settling
The multitude of benefits of centrifuges over conventional heating and settling methods is due to the centrifuges' centrifugal force, which is several thousand times that of gravity.
In other words, heating and settling use the force of gravity (1G) to separate the oil from the water and solids. Industrial centrifuges (decanter and disc-stack) exert between 3,000 and 8,000 times the force of gravity, affecting instant separation.
The following is a list of some of the main benefits.
Small Footprint
The conventional methods (heating, filtering, and settling) rely on tanks for storage and settling. The space and footprint of such plants increase in proportion to the plant capacity.
On the other hand, Centrifuges are flow-through devices that separate quickly and efficiently using high centrifugal forces.
Therefore, used oil centrifuge systems use a fraction of the footprint of settling tanks and filter housing banks.
Fewer Tanks Needed
Following the above point, since centrifuges do not require settling, the tanks are no longer required except for storing clean used oil. This benefit of centrifuges saves considerable expenditure related to settling tanks.
Fast Processing
As mentioned above, centrifuges affect instant separation, allowing the used oil centrifuges to process large volumes of used oil in a short time. As in any business, time is money and the time saving attributable to centrifuges directly benefits the operator in terms of higher volumes leading to more profits.
Cleaner Products
Industrial centrifuges can produce 100% clean oil from water and solids. Heating and settling typically leave behind small, suspended solids in the oil that require filtration to produce sale oil.
The cleaner-used oil from centrifuges brings a higher value and more revenue for the same volume processed.
Emulsion Recovery
Alfa Laval disc-stack centrifuges exert a high centrifugal force that can extract the microparticles that act as the nucleus of emulsion molecules within emulsified used oil. Removing these particles leads to a breakdown of the emulsion molecule leading to higher oil recovery and emulsion breaking.
Chemically bonded emulsions are trickier and often need a chemical neutralizing agent such as an acid or demulsifier to break the emulsion and recover the trapped oil.
Energy Efficiency
The largest cost factor in the heating and settling methodology is the cost of heating the large volumes of used oil and water to around 180 F to affect settling. Higher temperatures are required if the operator desires faster settling, leading to even more energy costs.
It is also worth noting that large amounts of heat from the heated tanks are lost to the environment, which is not environmentally friendly and is a direct loss to the operating revenue.
Labor Cost
Used oil centrifuges feature fully automatic operation and therefore require minimal manual labor. The traditional heating and settling operations require manual labor to decant the separate water and sludge. Labor is also essential to clean out the settled sludge from settling tanks.
Based on the above, the expenses related to labor costs add up quickly and make centrifuges attractive from this cost savings perspective.
Specifications
The overall specifications for this layout can be categorized into centrifuge equipment specifications and plant specifications.
Centrifuge Equipment Specifications
While considering the centrifuge specifications, the rated flow capacities of centrifuges are based on light viscosity oils with water and solids. However, the actual throughput is dependent on the specific process fluid properties.
Thicker, viscous fluids tend to flow slower, causing the centrifuges' capacity to deteriorate. For example, the DMSC-042 centrifuge specified below can process 40+ GPM of #2 diesel fuel but is derated down to about 25 GPM of used oil.
Decanter Centrifuge

The Alfa Laval NX-314 Decanter centrifuge is a medium-capacity centrifuge that can process up to 40 GPM of light viscosity oils to separate sludge. You can read more about this model decanter by clicking on the link above.
The following table lists the technical specifications of this used oil decanter centrifuge.
| Specification | Alfa Laval NX-314 B 31 |
|---|---|
| Decanter Model | Alfa Laval NX-314 B 31 |
| Bowl Speed | 4,000 RPM |
| Centrifugal Force | 3,150 Gs |
| Main Motor Power | 15 HP |
| Max. Capacity | 60 GPM |
| Used Oil Desludging Capacity @ 150 F | 25 GPM |
| Weight | 2,500 Lbs |
| Dimensions (Footprint) | 9' x 3' x 5' (H) |
| Operating Voltage | 460 VAC - 3 Phase |
| Power | 50 Amp Circuit |
Disc-Stack Centrifuge

The DMSC-042 is originally an Alfa Laval 'Self-Cleaning' disc-stack centrifuge that has been modified specifically for used oil purification. The centrifuge is also augmented with special elastomers to handle acid-treated used oil.
The following table lists the technical specifications of the DMSC-042 Disc Stack centrifuge.
| Specification | DMSC-042 Disc Stack Centrifuge |
|---|---|
| Centrifuge Model | DMSC-042 Disc Stack Centrifuge (Modified Alfa Laval Separator) |
| Bowl Speed | ~5,000 RPM |
| G-Force | ~6,500 Gs |
| Main Motor Power | 15 HP |
| Max. Capacity | 62 GPM |
| Used Oil Capacity @ 180F | 25 GPM |
| Weight | 3,500 Lbs |
| Dimensions (Footprint) | 5' x 6' x 8' (H) |
| Operating Voltage | 460 VAC - 3 Phase |
| Power Required |
Plant Specifications
The plant specifications refer to the specifications of facilities and equipment other than the centrifuges that apply specifically to used oil centrifuge plants.
Facility Size
For a 6MGY used oil plant based on centrifuges, the facility can be a fraction of the size of a similar capacity heating and settling type of setup. In this case, the entire processing plant can be accommodated within a 4,000 sqft facility, not including the incoming oil storage tanks.
We recommend that such a facility be climate controlled and the equipment protected from the elements (rain/snow/wind, etc.)
Auxiliary Equipment
In addition to the centrifuges, some auxiliary equipment is essential to the efficient and reliable operation of the used oil processing plant. The equipment list below is in order of importance from a centrifuge perspective.
Used Oil Heating / Tank Heating
The higher the temperature of the used oil, the higher the efficiency of the centrifuges. In other words, the used oil processing temperature is the critical factor determining the system's efficiency.
Therefore, the availability of heating in the storage tanks and in-process used oil significantly impacts the overall system performance.
Pre-Strainers or Filters
As described above, the pre-strainers primarily protect the downstream equipment, especially the centrifuges, from large debris that can cause blockage and damage. Transfer pumps are also susceptible to damage from large solids.
Transfer Pumps
The transfer pumps are an integral part of the used oil processing system, and their reliability is crucial for plant operation. Heavy-duty, positive displacement pumps are reliable and promote long service life for used oil centrifuges.
Sludge Receptacles
The separated solids and sludge from used oil centrifuges are in a semi-dry state and discharge continuously from the centrifuges. Sludge receptacles are required at each centrifuge station and are often designed into the centrifuge system itself.
Sludge containers for industrial centrifuges feature specific design features that allow them to be integrated into the centrifuge modules.
Utilities
All used oil recovery facilities using centrifuges require electricity (460 V), water, and compressed air. The availability of steam as a heating medium is often helpful to pre-heat the used oil in storage tanks.
Waste Disposal
The other waste stream a used oil facility generates is separated water that carries trace amounts of oil. Used oil processors collect this water in a settling tank to let the oil float to the top and decant the water through the tank bottom. The floating oil layer is sent back to the centrifuge for oil recovery.
Also, if the used oil contains emulsions, the emulsified phase comes out of the centrifuges as a separate stream that requires disposal.