
Synopsis
Industrial centrifuges offer an efficient way to recover oil from crude oil tank bottoms. In this article, we highlight the various ways in which centrifuges bring efficiency to this process.
Specifically, we will discuss Dolphin Centrifuge's Oil Recovery Systems (ORS), features, and benefits.
This article includes a technical explanation of the ORS, followed by a case study to show its applications.
Dolphin Centrifuge's Oil Recovery System (ORS)
Dolphin Centrifuge specializes in designing, manufacturing, and implementing Oil Recovery Systems. These systems are perfect for efficient oil extraction from crude oil tank bottoms.
Industrial centrifuges are the main components of our modular systems. Our ORS features an Alfa Laval decanter and disc stack centrifuges.
Advantages of crude oil centrifuges for tank bottom processing
Significant Reduction in Processing Time
Gravity settling uses the force of gravity to settle out the water and sludge from the crude oil mixture, leaving only pure oil behind. An industrial centrifuge exerts a centrifugal force up to 10,000 times the force of gravity. This high centrifugal force causes instant separation of the phases.
In other words, a centrifuge can separate the water and sludge from crude oil much faster than gravity settling. This reduces processing time to a fraction as compared to gravity settling.
Reduced Tank Bottom Sludge Volume
The high centrifugal force reduces the sludge volume by squeezing more oil from the sludge. It maximizes oil recovery and increases sludge dryness. Thus, a centrifuge can reduce the tank bottom sludge volume to a fraction compared to gravity settling.
Higher oil recovery and less storage space requirement are realized for the producer.
Reduced Transportation & Disposal Costs
Tank bottom sludge disposal is another cost related to tank bottom oil recovery. Reduced sludge volume and drier sludge result in reduced transportation and disposal costs. Cleaner separated water helps keep the disposal wells clean and remain productive.
Tank Cleaning Cost Savings
The centrifuges in our ORS replace tanks included in other recovery systems. So, the sludge that was settling in the tanks is now separated from the oil by the centrifuges during the processing. No accumulation of sludge in tanks leads to tremendous cost savings related to tank cleaning.
Emulsified Oil Recovery
Crude oil tank bottoms contain emulsified oil. This emulsion does not separate under gravity settling. However, a disc stack centrifuge can separate the water and oil in an emulsion using high centrifugal force. Separation of the emulsified phase increases the oil yield while reducing the waste stream.
Emulsion separation is often augmented with chemicals that work in tandem with centrifuges for maximum oil extraction. Centrifuges reduce the amount of chemicals that are ordinarily required for emulsion separation.
Paraffin and Asphaltene Remediation
Crude oil tank bottoms contain paraffin and asphaltenes. These are undesirable contaminants that build up in storage tanks.
Industrial centrifuges remove these paraffin and asphaltene phases in the process. Removal of these sticky phases helps keep tanks cleaner for longer periods.
Oil Sludge Treatment System – 3-Step Process Overview
Our ORS processes crude oil tank bottoms in three distinct steps. A brief explanation of each step follows.
Step 1: Pre-treatment of incoming raw crude waste oil (grading) from day tank.
- Pre-heating and agitation of day-tank stock through Dolphin's own Expanded Metal Heat Loop (EMHL) system.
- Introduction of Chemical / Polymer via the in-line static mixer.
- Screening of large debris, rocks, and organic material through our hermetically isolated back-flushing strainer system.
Step 2: De-sludging of Heavy Solids (down to 200µ)
- Re-heating of strained crude oil.
- Processing through Horizontal Decanter Centrifuge.
Step 3: Polishing Crude Oil for final recovery (down to 1µ; < 1% BS&W)
- Re-heating of de-sludged crude oil.
- Processing through Dolphin's specially modified Hi-Speed Disc Centrifuge. Special modifications allow for the separation of large volumes of salt water.
Crude Oil Tank Bottom Recovery System Configurations (Fixed and Mobile)
Our ORS (Oil Recovery System) is available in 2 configurations. Each of these is briefly described below.
Skid Mounted Crude Oil Recovery System
Each of the 3 process steps (described above) is accomplished through a separate skid-mounted package in this configuration. In other words, the 'pre-treatment system' on one skid. The de-sludging unit with a decanter centrifuge is on a separate skid. Finally, the polishing skid is on a third individual skid.

The design intent of this configuration is for indoor installation. A preexisting structure or building is an ideal location for a skid-mounted ORS.
Containerized Crude Oil Recovery System
The containerized ORS is perfect for remote field locations without needing a preexisting structure. A prefabricated shipping container houses all three steps of the process listed above. It also includes servicing tools (built-in crane), internal lighting, service area, surge tanks, etc.
Experience a 3D walk-through of our containerized crude oil recovery system.

The containerized version of our ORS is suitable for worldwide installation. It is ideally suited for locations with minimal infrastructure.
Operating and Utility Cost
Labor
The ORS is designed to be a fully automatic system with multiple alarm systems incorporated at every step. Automation leads to minimizing labor requirements. For a system like the one described below, one trained operator is sufficient to oversee the entire system per shift.
Chemicals
The chemicals' cost will vary depending on the type of oil being processed and the proportion of emulsions present. It can vary from a few cents per barrel to over $2 per barrel. The chemicals cost was estimated at $0.12 per barrel in our case study below.
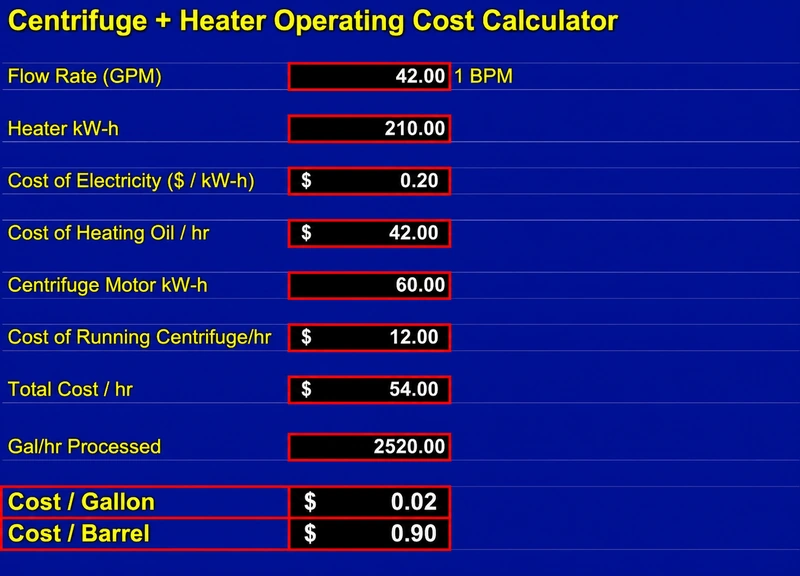
Utilities
The main utility cost for the ORS is electricity. Water and disposal costs vary depending on the site location and local disposal facilities. Dolphin Centrifuge's utility calculator shows an example of electricity cost per barrel.
Of course, this estimated cost per barrel depends on factors used in the calculator.
Key factors affecting ORS efficiency
The ORS's efficiency is dependent on several fluid properties and operating parameters. The following list describes the factors which have the greatest effect on separation efficiency.
Processing Temperature
Centrifugal operational efficiency is very dependent on the viscosity of the process fluid. As such, more viscous fluids may require a higher processing temperature. Heavier oils are best processed at 180F. Lighter oils processed at 145F produce acceptable BS&W levels.
Homogeneity of Process Crude Oil
It is essential to keep the solids in suspension in the oil. Feeding settled oil to a centrifuge can lead to an unacceptable solids load on the equipment. This can lead to unplanned downtime and premature failure of equipment.
Additionally, the operation of the "self-cleaning" disc centrifuge has a set sludge discharge interval. A non-homogenous product will lead to inconsistent separation performance.
Chemical / Polymer / Demulsifier
Emulsion-breaking polymers are often needed to aid in the separation of slop oil with a significant emulsion phase.
In such cases, heating and centrifugation may not be adequate to generate the desired level of separation in the produced oil. Chemicals, therefore, help to split the oil-water emulsion as it runs through the ORS.
Unique Features and Upgrades Specific to Dolphin's ORS
After years of field experience, Dolphin Centrifuge has incorporated several unique modifications into our Oil Recovery System. Customer feedback has also helped us make the system more robust for this application. The following list highlights some of these modifications.
Builtin Pump Upgrade
Disc stack centrifuges have internal pumps to pump out the separated liquid phases. The original design of the pumps allows a specific oil-to-water ratio. However, crude oil tank bottoms tend to have significant amounts of water.
We have modified the internal pumps to accommodate this extra volume of water, making our disc-stack centrifuges uniquely capable of processing crude oil from tank bottoms with large water volumes.
Salt-water Handling
Crude oil tank bottoms contain saltwater. We have incorporated stainless steel contact material into key areas of our ORS. This upgrade prevents corrosion, which ensures the durability of the equipment.
Electrical Upgrades
Crude oil processing requires electrical system upgrades to allow the equipment to be used in hazardous areas. Dolphin's ORS comes with Class 1 Div 1 or Div 2 electrical control systems.
Service Features
Shipping containers have space limitations. So we have incorporated built-in service cranes in our containerized ORS. Service cranes provide ease of service inside the container. This eliminates the need for external lifting equipment.
Other features include internal lighting, local power sockets, slip-free floor covering, venting manifolds, etc.
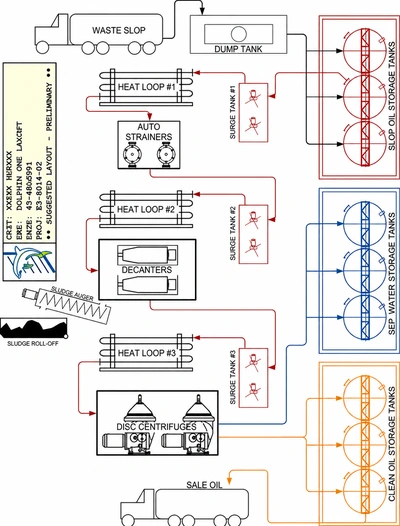
Dolphin Centrifuge's ORS Flow-Diagram
The following diagram shows the overall flow process through our crude oil recovery system.
Tank Bottom Oil Recovery – Case Study
In this case study, we will illustrate the real-world use of our crude oil recovery system. The information & data shared in this application were actually observed on a tank bottom processing site.
Producer's background
An oil producer operates several Salt Water Disposal (SWD) sites in the Permian and Anadarko basins. Before the deployment of Dolphin ORS, the main oil "recovery" method was the age-old method of heat & settle.
Heater-treaters were a big part of the landscape. At this particular site, the producer has several 12 and 15-thousand-barrel tanks. These tanks collect and store crude oil waste streams trucked in from as far as 200 miles in all three states.
On a daily routine – the producer used to process the oil from each tank through the heater-treaters. The process involved heating the oil to about 180 F, allowing the oil to settle, and finally skimming the sale oil from the top. The goal was to recover oil with the least Basic Sediment and Water (BS&W)
The recovered oil (with over 1% BS&W) sells to tier 2 operators to polish and recover sale oil.
Issues with the producers' current process
The crude oil producer had several bottlenecks that are prevalent across this industry. We have summarized some of these issues in the following list.
Time to Process
Gravity settling takes time. So, the conventional 'heating and settling' process is time-consuming and thus costly. This is because the force of gravity is not enough to pull out all the BS&W from the oil. Producers lose considerable amounts of good oil in the tank bottoms.
Tank Bottom Sludge Volume Loss
Also, due to the force of gravity's inadequacy, the oil produced is often not specced. Producers lose considerable amounts of good oil in the form of sludge that settles to the tank bottoms.
The above-mentioned limitation generates large amounts of 'tank bottom sludge'. In addition to losing potential sale oil, the producer needs to address these 'tank bottoms', another added expense.
Transportation and Disposal Costs
Large volumes of 'tank-bottoms' lead to more transportation and disposal costs.
Emulsified Oil Loss
Collected oil often has an emulsified oil phase within. There is good oil trapped in this emulsion. Chemicals help break the emulsion, but demulsifying agents are expensive. Chemical treatment requires additional equipment. This also adds to operating costs and maintenance.
Crude Oil tank Cleaning Costs
Finally, the producer has to handle the thick sludge left behind in the tank. Cleaning tank sludge is a tough and expensive job. With the conventional method, it is a regular exercise.
Enter Dolphin Centrifuge's Crude Oil Recovery System (ORS)
Our design process started with site visits and many discussions. The producer then engaged Dolphin Centrifuge to supply a complete ORS for their crude oil recovery process.
The system manufactured by Dolphin is capable of processing up to 2 BPM of tank bottom crude oil. Dolphin designed and manufactured the complete system in consultation with the producer.
The producer's technicians were instrumental in providing valuable feedback to our design team. Based on their input, we incorporated features specific to this particular site.
The producer's technical team installed the system with support from Dolphin Centrifuge engineers. After the installation, Dolphin Centrifuge provided on-site startup help. Our startup service includes training for operators on site.
ORS Process Details
The Dump Tank (DT in the picture) holds the incoming collected oil. The operator transfers the daily volume of process oil to the Slop Oil Storage Tank (SOST).

During regular operation, the operator transfers the slop oil from SOST to Surge Tank #1 (ST 1 in the picture). At this point, the operator introduces the chemical (if any) into ST#1.
The heat-loop (HL 1) has an in-line agitator for thoroughly mixing the polymer with the oil. This process occurs before straining through the Shale Shaker (SS) at this particular site.
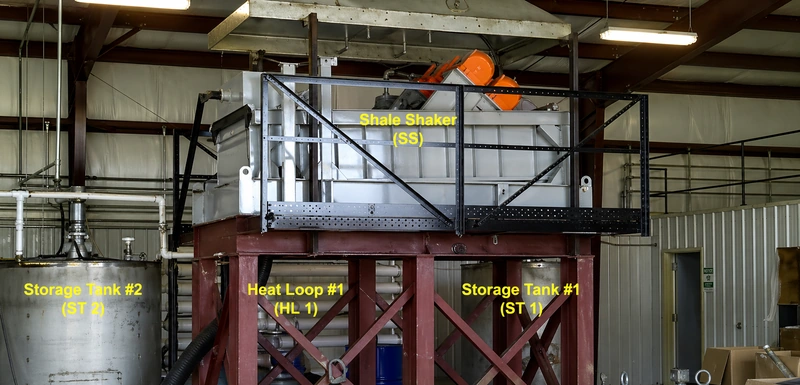
The pre-straining process separates organics (grass, twigs, etc.) and other debris (rocks, bones, etc.). For this particular grade of oil, the temperature for straining was 120 F.
The oil is gravity fed from the shale shaker to Storage Tank #2 (ST 2). All three storage tanks are continuously agitated utilizing low-speed paddle mixers.

A transfer pump feeds the oil through Heat Loop #2 (HL 2) to the Decanter Centrifuge on the overhead platform. The Decanter platform allows dump truck access for sludge dumping onto the lined truck bed.
Decanter operation is optimized through the change of pond depth & auger speed. This balances maximum sludge dryness with the least sludge content in the oil for the disc centrifuge.
For this particular grade of oil, the temperature for de-sludging through the decanter is at 150 F.
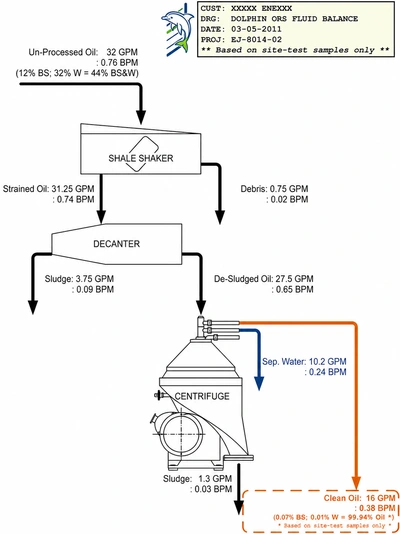
The SO going into the Decanter carried 12% (%v/v) of BS. The de-sludged oil contained 0.5%~1% (%v/v) of sludge content.
The de-sludged oil from the Decanter then flows (by gravity) into Storage Tank #3 (ST 3).
At the final stage, the de-sludged oil from Storage Tank #3 (ST 3) is pumped through Heat Loop #3 (HL 3) to the high-speed disc-stack centrifuge (HSDC). This is the final stage for removing fine solids and water from the oil. The temperature for polishing through the HSDC is 180F.

The slop oil going into the disc-stack centrifuge had about 1% BS and about 32% Water. The disc-stack centrifuge was fine-tuned to produce 99.6% sale oil (less than 0.4% BS&W).
The grade of oil processed during the initial startup phase by Dolphin personnel was 13~18 API. This is a challenge to separate through conventional methods.
Results
We have categorized the results into the categories below: fluid balance (throughput) and ROI (Return-On-Investment).
Crude Oil Processing – Fluid Balance Calculation
A fluid balance flow diagram below shows the actual production results. This data is from the startup phase on this particular customer site.
Crude Oil Recovery – ROI Calculation
Using the process flow rates above, some preliminary ROI calculations follow. The return on investment has been calculated based on 3 different crude oil market prices per barrel.
Based on the conservative expectation of about 25% crude oil recovery, it is easy to see our Oil Recovery System's short payback period.
| % Oil In Tank Bottom | 56% | 25% | 75% |
|---|---|---|---|
| Raw Input – GPM | 32 | 32 | 32 |
| Raw Input – BPM | 0.76 | 0.76 | 0.76 |
| Sale Oil Produced – BPM | 0.38 | 0.17 | 0.51 |
| Sale Oil Output/ Day – BPD | 370 | 170 | 490 |
| Revenue Per Day | $9,250 | $4,250 | $12,250 |
| Revenue Per Month ** | $185,000 | $85,000 | $245,000 |
| Assumed Constants | |||
| System Capacity | 0.76 BPM | ||
| Price of Crude Oil | $25 | ||
| * 16 Hrs/Day Operation; ** 20 Working Days/Month | |||
Summary
Industrial centrifuges offer an efficient and cost-effective way to recover crude oil from storage tank bottoms. As illustrated in the article above, the old heating and settling method is inefficient from an energy and time perspective.
Crude oil recovery from tank bottoms is made possible by using higher centrifugal forces through industrial centrifuges. Tank bottoms with 60% BSW can be processed to less than 0.5% BSW through our crude oil system.
And finally, Dolphin Centrifuge has the experience and expertise to customize the ORS to match any site's unique needs.