
What is an Industrial Centrifuge?

An industrial centrifuge is a separation machine that uses centrifugal force to separate solids from liquids. A centrifuge exerts a centrifugal force that is thousands of times that of gravity.
This force causes the immediate separation of solids from liquids. And, in the case of immiscible liquids with different densities, it separates the fluids as well.
You can think of an industrial centrifuge as a scaled-up version of a lab centrifuge (test tube) except at a much bigger scale with a flow-through design.
That means the separated solids and liquid(s) continuously exit the centrifuge. Because the feed and discharge are uninterrupted, a flow-through industrial centrifuge is also called a continuous centrifuge.
Types of Industrial Centrifuges
Industrial centrifuges fall into two main categories: Filtration type and Sedimentation type.
Filtration Type
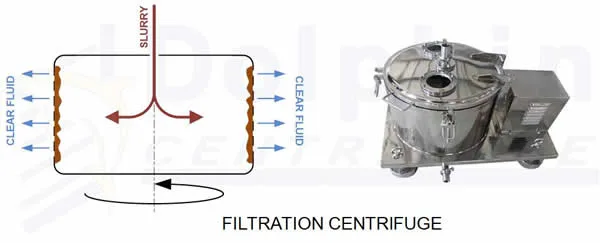
A perforated media allows the fluid to exit the 'screen' bowl in a filtration centrifuge while retaining the solids. The separated liquid collects in the bowl casing and drains out.
A relatively lower rotational speed (lower centrifugal force) is adequate for filtration centrifuges.
They are suitable for separating large amounts of coarse solids from a liquid. An example would be separating crystallized sugar from syrup or a chemical precipitate from the supernatant.
There are various mechanisms to collect the separated solids. A description of some of these methods is in the following section.
There are a variety of filtration centrifuges.
A peeler centrifuge has cloth media, which the user 'peels' away with the solids. A basket centrifuge has a perforated 'basket' that retains the separated solids.
Pusher centrifuges have slotted bowls with an articulated pusher arm to 'push' the accumulated solids. A wire mesh 'screen' holds the solids in screening centrifuges.
Sedimentation or Solid Bowl
A sedimentation centrifuge does not use a flow-through or perforated screen or media. This centrifuge uses a solid bowl, which is also known as a 'solid bowl centrifuge.'
The centrifugal force causes the denser solids to collect along the bowl wall. The lighter liquid thus separates from the solids. A liquid pathway allows the separated fluid to exit the bowl.
This 'solid bowl' feature adds an extra benefit to these sedimentation centrifuges.
The same centrifugal force also causes the differential settling of two immiscible liquids. In this case, the centrifuge separates all three phases, liquid, liquid, and solid. This separator is known as a 3-phase centrifuge.
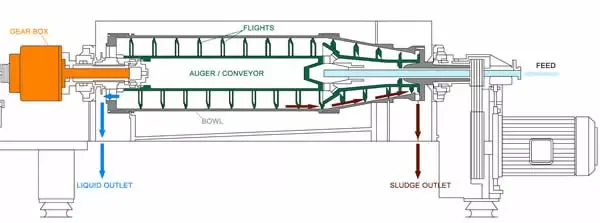
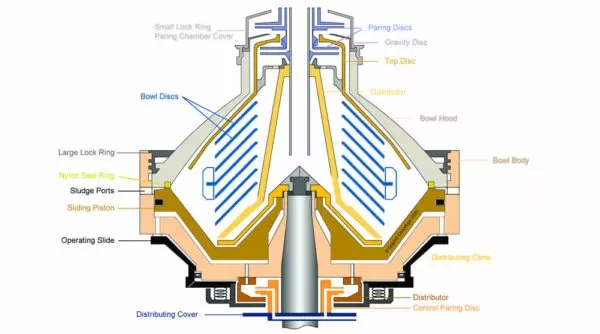
Solid bowl centrifuges are further sub-categorized into two types which are decanter centrifuges and a disc stack centrifuge.
Difference Between Filtration and Sedimentation Centrifuges
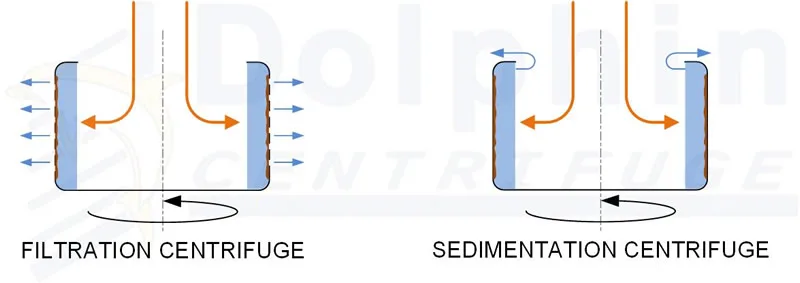
The primary difference between filtration and sedimentation centrifuges is the bowl design. A filtration centrifuge has a pass-through bowl that allows the liquid to pass through and retain the solids. The sedimentation centrifuge has a solid bowl that uses differential settling to separate the solids from the liquid.
The following summarizes the other differences between these two types of centrifuges.
For more information, please read our detailed article on the technical difference between basket (filtration type) and decanter (sedimentation type) centrifuges.
Separation Efficiency
The particle size efficiency of industrial centrifuges varies in size primarily due to the centrifuge design and other operating parameters such as flow rate, fluid viscosity, centrifugal force, etc.
The media or mesh perforation size in the filtration-type centrifuge defines the particle size efficiency. Therefore, a filtration centrifuge separates particles bigger than the perforation size in the bowl wall or screen. This separation ability limits the application of filtration-type centrifuges to the preset size of the screen media or mesh size.
The sedimentation centrifuge, however, uses the centrifugal force for separation. The scroll pushes all the separated solids out of the centrifuge bowl, regardless of size. Therefore, a solid bowl or sedimentation centrifuge can separate a wide range of particle sizes from the liquid.
In general, the particle size efficiency of the sedimentation centrifuge is higher than that of filtration-type centrifuges.
Gravitational or Centrifugal Force
Sedimentation centrifuges use the difference between the specific gravity of the solids and liquids to affect separation. Therefore, these centrifuges exert a high centrifugal force (RCF) for effective separation.
Filtration-type centrifuges need a lower g-force to push the liquid through the bowl perforations.
Typically the sedimentation-type centrifuges have centrifugal force from 3,000 Gs to 10,000 Gs, while the filtration-type centrifuges have less than 2,000 Gs.
Read our article about the difference between RPM and RCF.
Separated Solids Extraction
The sedimentation centrifuge ejects the separated solids continuously during sedimentation. A rotating scroll (auger) within the bowl pushes out the separated solids.
A filtration-type centrifuge accumulates the separated solids, which a scraper scrapes out of the bowl periodically.
Separated Liquid Discharge
The flow-through bowl of the filtration centrifuge allows the liquid to flow out of the bowl. The separated fluid discharges under gravity from the centrifuge vessel.
The separated fluid in a sedimentation centrifuge rotates at high speed. The built-in pump converts the rotational energy into pressure that discharges the separated liquid under pressure.
Replaceable Media
As the name suggests, a filtration centrifuge often uses replaceable filtration media. This media replacement adds to labor and material costs.
A solid bowl sedimentation centrifuge uses the amplified force of gravity to separate the liquid from the solids. This type of centrifuge does not require replaceable media, thereby saving cost and time.
Centrifuge Design
There are essential differences between the sedimentation and filtration centrifuges in their design. The following are the key differences between these centrifuges.
Moving Parts
The moving parts in this section refer to internal moving parts within the centrifuge. The rotating bowl is a standard moving part in all centrifuges.
The filtration-type centrifuge typically has an articulated scraper or blade that periodically scrapes the separated solids from the inside surface of the bowl. The scraped solids then fall out from the bowl by gravity.
A rotating scroll within the sedimentation centrifuge bowl pushes out the separated solids. This solids ejection is a continuous process during which the solids eject out from the rotating bowl due to the centrifugal force.
Bowl Construction
The filtration-type centrifuge has a perforated bowl to separate liquid from solids and let the separated liquid pass through. The size of these perforations determines the separation particle size.
A sedimentation centrifuge has a solid bowl; therefore, it is also known as a solid bowl centrifuge. The absence of perforations makes the solid bowl centrifuge more durable with a long service life.
Erosion Protection
Certain areas of the centrifuge bowl are prone to erosion due to contact with moving abrasive particles. The application of erosion-protecting coatings is essential for centrifuge durability.
The solid particles passing through bowl perforations in a filtration centrifuge can wear out the pores expanding the perforation sizes over time. The application of erosion protection to these pores is not always feasible.
The solid scraper or plow in the filtration centrifuge is susceptible to wear. A hard surface coating on the plow edge ensures wear resistance.
The rotating scroll in the sedimentation centrifuge bowl pushes out the solids. The scroll flights are always in contact with the solids and experience erosion wear. The application of erosion-resistant material, such as tungsten carbide, protects the scroll flights from wear.
Capacity
An industrial centrifuge capacity (throughput) is the volume of fluid the centrifuge can process in a given time. A decanter-type industrial centrifuge can process 5 to 300+ gallons per minute. An industrial disc centrifuge has a capacity range of 1 to 200+ GPM. The actual processing capacity depends on the process fluid and contaminant level.
The following table lists the capacities of popular sedimentation centrifuges.


| Centrifuge Type | Model | Rated Capacity (Water) | Capacity for 180 cSt Oil |
|---|---|---|---|
| Disc Centrifuge | Alfa Laval WHPX-407 | 30 GPM | 18 GPM |
| Alfa Laval WHPX-513 | 100 GPM | 35 GPM | |
| Decanter Centrifuge | Alfa Laval NX-314 | 80 GPM | 15 GPM |
| Alfa Laval NX-418 | 172 GPM | 40 GPM |
Size
How big is an industrial centrifuge?
The actual size of an industrial centrifuge depends on the type of centrifuge and its capacity. The following table lists the sizes of industrial centrifuges.
| Centrifuge Type | Minimum Size | Maximum Size |
|---|---|---|
| Filtration Type - Basket Centrifuge | 2' x 3' x 2' (H) | 6' x 8' x 8' (H) |
| Filtration Type - Peeler Centrifuge | 4' x 5' x 6' (H) | 8' x 10' x 8' (H) |
| Sedimentation Type - Decanter Centrifuge | 2' x 4' x 1.5' (H) | 8' x 25' x 10' (H) |
| Sedimentation Type - Disc Stack Centrifuge | 2' x 2' x 2' (H) | 8' x 8' x 12' (H) |
Industrial Centrifuge Cost & Price
The price of an industrial centrifuge depends on several factors. The primary factors that determine the cost of an industrial centrifuge are as follows.
- Type of Centrifuge, i.e., Filtration or Sedimentation Type
- Processing Capacity or Size, i.e., Product Throughput
- Manufacturer, i.e., High-Quality Name Brand or Generic Centrifuge Copy
- Optional Equipment, i.e., Centrifuge Accessories Required
A small filtration-type centrifuge from an established quality manufacturer starts at approximately $30K, while a high-capacity unit can cost over $300K.
Remanufactured units typically cost 60% of comparable new filtration centrifuges.
Sedimentation-type centrifuges have a wider range of costs. A small decanter centrifuge starts at around $50K, while the high-capacity decanters cost over $1M.
Manufacturers
Industrial centrifuge manufacturers are classified into OEM (Original Equipment Manufacturer) and Clone or Generic Centrifuge Manufacturers.
OEM
The industrial centrifuge OEMs are established brand names that have been designing and manufacturing these separators for 50+ years. These manufacturers produce high-quality, durable centrifuges that are reliable equipment used worldwide.
In addition to being reliable, durable centrifuges, the OEM machines offer spare parts available worldwide.
The following is a list of OEMs in the industrial centrifuge space and their products offered:
| Manufacturer | Country of Origin | Centrifuge Types |
|---|---|---|
| Alfa Laval | Sweden | Decanter & Disc Stack (Sedimentation Type) |
| GEA / Westfalia | Germany | Decanter & Disc Stack (Sedimentation Type) |
| Flottweg | Germany | Decanter (Sedimentation Type) |
| Hiller | Germany | Decanter (Sedimentation Type) |
| Heinkel | Germany | Basket (Filtration Type) |
Clone Manufacturers
Generic or clone centrifuge manufacturers produce copies of OEM centrifuges that are cheaper but less reliable than the OEM centrifuges.
These clone centrifuges are typically manufactured in Asian countries (China, Turkey, etc.) and have limited lifespans and single-source spare parts restrictions.
Read our article 9 Steps to Selecting the Right Industrial Centrifuge for more information.
Industrial Centrifuge FAQ
What is the smallest industrial centrifuge? +
The smallest industrial centrifuge is an Alfa Laval MAB-102 disc type, continuous process centrifuge. It weighs 100 lbs, has a 1/2 HP motor, and can process about 1 GPM of diesel fuel to remove water and solids.
What is the largest industrial centrifuge? +
The largest industrial centrifuge is an Alfa Laval P3 type decanter centrifuge which weighs around 40,000 lbs and is over 30 feet long. This industrial centrifuge is used in the mining industry for ore separation.
What powers industrial centrifuges? +
Industrial centrifuges are powered by electricity through electric motors. These centrifuges can be modified to operate on hydraulic power for special applications.
Are industrial centrifuges loud? +
Industrial centrifuges generate noise but are not loud as compared to other industrial machinery. For example, an Alfa Laval disc-stack centrifuge has a noise level of 75 dB.
Are industrial centrifuges safe to operate? +
Industrial centrifuges are rotating equipment that needs to be operated and maintained to ensure safety. These centrifuges are inherently safe as long as they are properly monitored and well maintained.
How often do industrial centrifuges need servicing? +
Industrial centrifuges require periodic service for maintenance and in case of operational issues. The actual frequency of service depends on the centrifuge and its application. For example, Alfa Laval recommends intermittent service for its disc stack centrifuges every 2000 operating hours. It is important to consult with the centrifuge manufacturer for the recommended service interval for specific centrifuges.
What is the range of RPMs of industrial centrifuges? +
Industrial centrifuges have a range of RPMs, from 1,000 RPM for large basket centrifuges to over 20,000 RPM for small tubular bowl centrifuges.
Can a user change the speed of an industrial centrifuge? +
The user may change the operating speed of an industrial centrifuge under extraordinary circumstances in close consultation with the centrifuge manufacturer. Each industrial centrifuge has an operating speed limit based on the safe operation of the centrifuge and the limitation of the centrifuge components. The end-user should NEVER operate an industrial centrifuge above the manufacturer's recommended rotational speed. Over speeding a centrifuge is extremely risky and can cause severe damage to equipment and harm the operator from catastrophic failure.
What are the main causes of industrial centrifuge wear? +
Industrial centrifuge wear is primarily due to the processing of abrasive solids in the process liquid. These solids move relative to specific centrifuge bowl surfaces, causing wear.
Applications
Industrial centrifuges find applications in a range of processing and manufacturing industries. See our comprehensive list of centrifuge applications.
Chemical industries use centrifuges to produce coarse and refined chemicals. Sanitary centrifuges find various pharmaceutical industry applications, from raw ingredients to finished drugs, under hygienic manufacturing processes.
Biotechnology-related companies use disc-stack centrifuges for cell harvesting and reactant recovery methods.
The food industry also has extensive uses for centrifuges. For example, the separation of beer from yeast, orange juice from the pulp, milk from milk fat, wine from must, and flavor extraction all use centrifuges.
Process industries such as waste oil, wastewater, and alternative fuels like biodiesel use centrifuges for multiple applications in their separation processes.
The manufacturing industry has its own set of applications for centrifuges. These include recycling of machining coolants, industrial wastewater treatment, cutting lubricants, quenching fluids, etc.






Benefits
Comparing industrial centrifuges with filters or similar media-based separation methods is quite common. These centrifuges offer several advantages over conventional static separation technologies.
The following is a list of some of the main advantages of industrial centrifuges.
Continuous Operation:
Industrial centrifuges process the fluid continuously for extended periods. They don't require the downtime associated with filter media replacement.
Continuous operation translates into higher production volume, which leads to increased efficiency.
Consistent Throughput:
In the case of filtration, as the filter media accumulates the solid contaminants, the flow-through area (pores) reduces, reducing the flow volume.
The frequent replacement of filter media is necessary to get higher flow volumes, and this cycle continues with varying flow rates.
On the other hand, an industrial centrifuge uses mechanical separation to separate and eject solid contaminants. This purging is a continuous process that allows a centrifuge to process without reducing the flow rate.
Long-Term Reliability:
Industrial centrifuges are heavy-duty machines with an expected life expectancy of 30+ years. Unlike filters requiring constant manual servicing (media replacement), centrifuges are self-operating with fully automatic operation.
The automation practically eliminates service-related downtime, which enhances reliability.
Minimize Product Loss:
The flow-through design feature of industrial centrifuges eliminates the need for manual filtration media replacement.
Therefore, product losses associated with filter or media replacement are not a concern in centrifugation. Minimized product loss leads to higher productivity and profits.
Low Operating Cost:
The only cost of operating an industrial centrifuge is utilities (electricity, water, air). There are no labor or media costs, which are the main costs related to filters.
Based on the above, the cost per gallon of fluid processed with an industrial centrifuge is negligible. This low operating cost helps the centrifuge owners to recuperate the capital cost remarkably sooner than thought.
Summary
Industrial centrifuges are some of the most prolific and understated separation equipment. They have applications in almost all processing industries, as described above.
If any fluid(s) is handled in a specific industry, chances are there is a suitable application for an industrial centrifuge.
The information in this article is based on years of experience we have acquired at Dolphin Centrifuge. Please get to know more about us from our About Us page.
Related Articles
9 Steps to Selecting the Right Industrial Centrifuge
A step-by-step guide to choosing the optimal centrifuge for your application.
Industrial Centrifuge Design
Understanding centrifuge bowl design, disc stack geometry, and engineering principles.
Disc Stack Centrifuge
Complete guide to disc stack centrifuges - how they work, applications, and specifications.
Decanter Centrifuge
Everything about decanter centrifuges - scroll design, dewatering applications, and capacity ranges.
RPM vs RCF - Centrifuge Force Calculation
Understanding the difference between RPM and relative centrifugal force (G-force).
Filter vs Centrifuge Comparison
Side-by-side comparison of filtration and centrifugation for industrial separation.
Three-Phase Decanter (Tricanter)
Simultaneous separation of solids and two immiscible liquid phases in one machine.
Self-Cleaning Disc Stack Centrifuge
Popular mid-range 3-phase disc stack centrifuge - 13-16 GPM.
Industrial Centrifuge Sample Testing
Ship us your fluid - we test it on a pilot-scale centrifuge and report real separation results. Sample testing is a chargeable service.
Sample Testing Case Studies
See anonymized before-and-after results from real pilot tests: coolant, hydraulic oil, wastewater, glycol, and chemical slurry separation.
Disc Stack Centrifuge Applications
Full list of industrial applications for disc stack centrifuge technology.