
Dolphin Centrifuge supplies industrial disc stack centrifuge systems for over 50 separation applications - from algae harvesting to zinc particle removal. Operating at up to 10,000 Gs with separation down to 0.5 microns, these self-cleaning separators process 1-500+ GPM continuously. Based in Warren, Michigan with 40+ years of centrifuge experience.
Overview
Disc centrifuges find uses in all kinds of industrial applications. From apple juice clarification, biodiesel, citrus juice, diesel fuel, and eggshells to zinc particles from draw oil.
For the main equipment overview, see our disc stack centrifuge guide.
Industrial centrifuges are used in food, beverage, mining, power generation, shipping, pharmaceutical, chemical, oil & gas, and other industries.
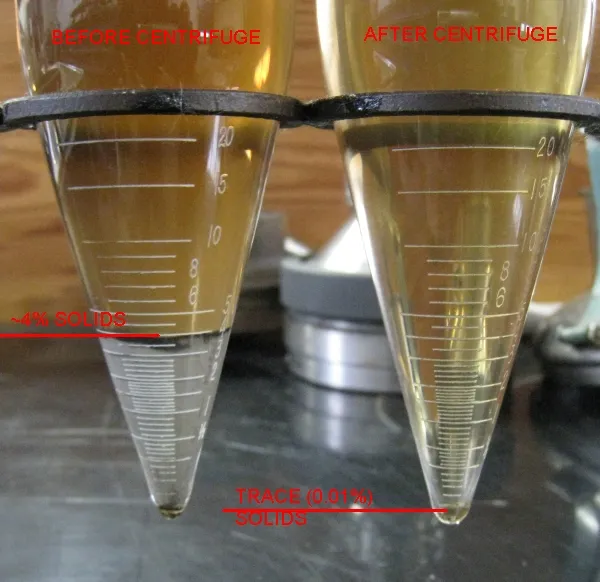
Having supplied a wide variety of centrifuges for most separation applications, Dolphin Centrifuge has the experience and know-how to help YOU identify and procure the perfect centrifuge for your applications. Our sample testing case studies show documented before-and-after separation results across multiple fluid types.
This article discusses the various types of applications we have supplied centrifuges for or have tested in our lab. The following list is in alphabetical order.
Apple Juice Clarification

Application
Freshly crushed apple juice carries fine, suspended particles not easily separated via standard filtration. Filters are acceptable for small orchards processing apple juice in the 10s of gallons.
However, when the volume of fluid processed is in the 1000s of gallons, filtration is not feasible.
This is due to filters' inherent disadvantages, namely manual labor involved and progressive flow reduction due to filter clogging.
A 'self-cleaning' disc-stack centrifuge can separate the smallest particles. The flow-through type of centrifuge has a consistent flow that does not degrade with solids buildup.
Also, the self-cleaning feature eliminates the need for labor that would typically change filters.
Implementation
A food-grade centrifuge with all stainless steel fluid contact is ideal for apple juice clarification. The centrifuge, with its high g-force (centrifugal force), separates particles down to a 1-micron level.
The separated apple pulp is intermittently ejected from the centrifuge as the centrifuge continues to process the juice. Apple juice clarifying centrifuges are available from 5 GPM to over 100 GPM size.
Algae Cell Harvesting

Application
Since algae farming's commercial growth, the need for an efficient way to harvest the algae cells has grown exponentially. Given the cell size and algae containing oil, traditional filters are not useful for algae harvesting.
Algae oil is a popular nutritional supplement and is also a source for biodiesel production. Aquaculture in fish farms uses algae-concentrated cells as a food source for the growing fry.
Implementation
A self-cleaning disc centrifuge exerts a high enough centrifugal force to separate the algae cells from water without damaging the cell wall or cell integrity.
Algae harvesting centrifuges for human consumption products (algal oil supplement) require food-grade centrifuges. Dolphin Centrifuge has supplied repurposed food-grade centrifuges for such applications.
For commercial applications such as fuel and fisheries, a standard 'self-cleaning' centrifuge is often sufficient with appropriate modifications/upgrades.
Beer Clarification
Application
The beer brewing process uses grain, yeast, hops, and other ingredients. After the brewing process, it is essential to remove the particles from the elements to obtain clear beer.
Traditionally brewers use filter presses in other filtration media to separate these contaminant particles from the beer. However, the use of filters, filter presses, etc., are time-consuming and laborious process.
Implementation
A self-cleaning disc-stack centrifuge allows the constant separation of these small, suspended particles in the freshly brewed beer. A food-grade centrifuge can separate these particles without filters, and it also eliminates manual labor.
The other advantages of centrifuges include continuous processing, constant flow rate (unlike filters), high-quality beer, and minimal downtime.
Bio-Oil Extraction

Application
Bio-oil is also known as bio-crude or pyrolysis oil. It is a fuel synthesized from hydrocarbon waste products (plastics, tires, etc.) through an anaerobic process at elevated temperatures.
The pyrolysis process leaves behind impurities such as steel wire from tires and plastic inclusions that need removal before the bio-oil sale.
Depending on the type of raw material used, the bio-oil may contain large amounts of sludge or smaller amounts of contaminant particles.
Implementation
Since the pyrolysis process is at high temperatures, typically, no water is present in the resulting bio-oil. Therefore, a simple clarifier centrifuge is often sufficient to remove all sediment particles from the bio-oil.
A self-cleaning centrifuge is ideal for bio-oil separation and produces saleable bio-oil without the need for filters.
When there is heavy sludge contamination, a decanter centrifuge helps to preprocess the tire oil and remove the heavier sludge before polishing with the disc-stack centrifuge.
Other disc-centrifuge articles of interest...
Disc Centrifuge Backpressure - Comprehensive Guide
9 Steps to Selecting & Buying the Right Industrial Centrifuge
Centrifuge RCF and RPM | Difference & RCF Calculation
Disadvantages of a Disc-Stack Centrifuge | Illustrated Guide
Difference Between Decanter & Disc Centrifuge | Technical Comparison
Biodiesel Glycerol Separation

Application
The transesterification of vegetable oil or animal fats produces biodiesel with glycerin as a side product. The biodiesel needs to meet ASTM standards for its use in vehicle engines.
Commercial biodiesel producers use different methods to separate the biodiesel and glycerol, including settling followed by filtration and ion exchange resin adsorption. Some of them use water to wash the produced biodiesel as a final step.
Implementation
A 3-phase disc-stack centrifuge is well suited for separating biodiesel and glycerin. Given that the two liquids have different specific gravities, the separation is quite simple. The centrifuge also separates any leftover sediment from the biodiesel and all the glycerin.
The same centrifuge can also separate the wash water from the finished biodiesel to produce ASTM-grade biodiesel.
WVO is often the feedstock for biodiesel production. Our 3-phase centrifuges are also suitable for WVO and water/sludge separation. Read our WVO section at the end of this article for more information.
Black Diesel
Application
Black diesel is typically a mix of used mineral oils, including used engine oil that is used as fuel for diesel engines. You can read more about our black diesel centrifuges here.
Since this fuel is a mix of several used mineral oils, it is often contaminated with water and sludge that must be removed before the black diesel is usable.
Implementation
Dolphin Centrifuge supplies centrifuge for black diesel purification for large volume users of this industrial and transportation fuel. A high-speed disc stack centrifuge is ideal for separating water and solids from black diesel.
An Alfa Laval three-phase centrifuge such as the MOPX-207 can process 20 GPM of black diesel at 180 F. The resulting fuel is practically free from water and sediment contamination and ready for use in diesel engines.
Bovine Serum Separation
Application
Bovine serum finds various laboratory applications for cell culture growth and other related uses. The raw and pre-processed serum has particles and precipitates as contaminants. The serum needs to be clarified for purity before use in sterile lab environments.
Typical serum producers may use fine mesh filtration to clarify the serum. However, the fine sediment and residue cause the filters to clog up quickly, reducing flow and frequent filter media replacement.
Implementation
Dolphin Centrifuge conducted some pilot-scale testing of bovine serum to evaluate disc centrifuge effectiveness on pre-processed serum. The results were clear serum and all the contaminating solids left in the centrifuge bowl.
A food-grade centrifuge will separate the solid contaminants from the serum continuously in a practical application. We have an Alfa Laval BTPX-205 laboratory, a sterile centrifuge suitable for this application.
Castor Oil Purification
Application
Castor oil finds application in various forms in industries from metal processing to soldering and related industries. The oil gets contaminated by the carried metal particles and compounds used for metal treatment.
It is essential to remove the contaminant metals and moisture (if any) from the castor oil before reuse to avoid process downtimes.
Implementation
Based on our experience with a small-scale application of castor oil clarification from an industrial compound, we have demonstrated the ability to separate all the contaminants from the oil continuously. The castor oil should be at about 180 F for maximum centrifuge efficiency.
For large-scale industrial processing of castor oil, we have several models of 'self-cleaning' high-speed centrifuges that are well suited for clarification of this oil.
Read our 101 Frequently Asked Questions about Disc Stack Centrifuges!
Chemical Precipitate Separation
Application
In a wide range of applications wherein chemicals are used to precipitate out desired products, the residue is often not suitable for filtration or other forms of media separation technology. The residue could be sticky or have microscopic particles that clog up filters quickly.
Implementation
The high g-force of a disc-stack centrifuge combined with the bowl disc's added settlement area is sufficient to separate these chemical precipitates.
Dolphin Centrifuge has supplied and commissioned several 'all stainless steel' disc-stack centrifuges for chemical separation applications.
Based on the in-house testing conducted, we can evaluate our centrifuges' applicability to your specific application.
Chicken Fat Separation
Application
Chicken fat is a valuable byproduct of the poultry industry. It finds various uses in industries such as food, cosmetics, and biofuels.
Chicken fat is easily converted into biodiesel by a simple process. Refer to our biodiesel segment above.
The primary contaminants in raw chicken fat are water and protein residue. It is tough to convert chicken fat with these contaminants into biodiesel.
Heating and settling are not always an option for biodiesel processors. Even feasible, heating and settling do not separate all the water and sediment from the chicken fat.
Implementation
Dolphin Centrifuge has supplied 3-phase, disc-stack centrifuges of different capacities for chicken fat separation.
This centrifuge separates the fat from the water and fine particles (protein, solids, etc.) continuously. For maximum separation efficiency, the chicken fat should be at 200 F.
A chicken fat centrifuge exerts over 7,000 gs of centrifugal force that pushes the water and heavier sediment to the centrifuge bowl periphery.
The centrifuge ejects the accumulated sludge periodically from the bowl. The separated water exits the centrifuge bowl through a water phase chamber while the separated fat discharges through the oil outlet.
Citrus Extract
Application
The citrus extract is a flavoring agent with many applications in the food and pharmaceutical industry. The flavor is obtained from orange peels through a crushing and extraction process.
The extraction fluid carries over the flavor essence and the pith and other organic solid residues. Before extracting the essence, the carrier fluid must be clarified about the contaminants mentioned above.
Filter presses and other media filtration methods have severe limitations for commercial-scale clarification of the extracted fluid. On the other hand, a self-cleaning centrifuge is well suited to clarify the liquid to a high level.
Implementation
A disc-stack centrifuge is ideal for separating flavoring oil from citrus fruit.
Depending on the type of solvent of carrier fluid used, a 2-phase or 3-phase disc-stack centrifuge can separate the liquid from the flavor essence. In cases of solvent use, the centrifuge needs to be suitable for hazardous areas.
Water-based carrier fluids typically require a 3-phase centrifuge to separate the water from the citrus oil and pith. Dolphin Centrifuge has experience with both types of citrus extract separation.
Corn Meal Separation
Application
The food industry uses cornmeal for a variety of processing applications. Often the cornmeal is carried over with the wash-water of the process fluid. Cornmeal separation becomes an essential activity to reclaim the water or process fluid.
Besides, the cornmeal affects the performance of downstream equipment such as pumps, heat exchangers, etc. The cornmeal also accumulates in storage tanks and other vessels, leading to frequent cleanup requirements.
Implementation
The choice of separation technology depends on the source and amount of cornmeal in the wastewater stream. Large amounts of solids (> 10% by volume) require using a decanter centrifuge followed by a disc-centrifuge clarifier.
A self-cleaning disc-stack centrifuge can process ordinary runoff water with cornmeal. The centrifuge can separate small particles (~2 microns) continuously.
Ideally, we install the centrifuge in a kidney loop on the wastewater collection tank. In this configuration, the centrifuge maintains the cornmeal solids contamination at a low level.
Crude Oil

Applications
Centrifuges and decanters find a variety of applications in the crude oil industry.
Frac water separation, tank bottom BS&W removal, crude oil washing to remove metals, SWD oil recovery, condensate separation, drilling mud, and other oilfield applications.
In this section, we will discuss the application of disc-stack centrifuges for crude oil.
Implementations
Crude oil producers store the oil in above-ground tanks. The common contaminant of crude oil is water (saltwater) and sediment. A 3-phase disc centrifuge is the best option for separating water from crude oil. With its high g-force, a crude oil centrifuge can pull off all the water from the oil in a single pass.
Another application of centrifuges is the separation of oil from frac water. Crude oil drilling uses frac water to facilitate the separation of oil from underground formations. The returning frac water is oil-bearing, and cleaning this water is necessary before its reuse.
In some regions, the extracted crude oil is laden with heavy metals such as arsenic, lead, vanadium, and other undesirable elements like sulfur. Water washing can remove some of these metallic contaminants. The separation of this wash water is the key to producing clean crude oil.
A 3-phase disc-stack centrifuge efficiently separates the wash water from the crude oil using the high centrifugal force in the centrifuge bowl.
This g-force forces the heavier saltwater towards the bowl wall and out through the water outlet ports. The sludge is periodically ejected from the centrifuge bowl while the clean oil discharges through the oil outlet.
Diesel Fuel Purification

Application
Diesel fuel purification is the most common application of disc-stack centrifuges. The disc centrifuge's initial design was to separate diesel fuel from water and sludge on ocean-going vessels.
It is still the most widely used method for the separation of diesel fuel, both onshore and offshore.
Water from condensation and leakage contaminates diesel fuel. Rust and other sediments are the solid impurities present in diesel fuel. Today's engines rely on clean diesel for optimum operational performance.
Dirty fuel can cause unreliable operation, which is highly undesirable for offshore locations that depend on diesel generators for power generation.
A centrifugal fuel separator setup on the supply tank keeps the diesel fuel clean of water and sediment, ensuring the engines' reliability.
Implementation
A diesel centrifugal separator cleans the diesel using the centrifugal force generated by the centrifuge bowl rotation. The centrifugal force exceeds 7,000 gs, effectively separating the sludge and water from the diesel fuel.
In the case of small vessels (tug boats, barges, etc.), a 'manual clean' centrifuge works well. The manual cleaning design offers a few advantages for smaller vessels. The small footprint of the centrifuge makes installation in small engine rooms possible.
It also has less complexity (moving parts) than a self-cleaning centrifuge. This feature makes it more reliable under extreme conditions. However, the manual cleaning bowl accumulates the separated sludge in the bowl, which needs periodic manual cleaning.
Egg Shells (Liquid Eggs)
Application
Commercial egg production discards a considerable volume of unusable eggs. These discarded eggs are processed to extract the protein from the eggs for non-human consumption.
The broken and crushed eggshells contaminate the liquid eggs. It is imperative to separate these contaminants before the downstream use of the liquid eggs.
Implementation
A decanter centrifuge is used to separate the bulk of the eggshells from the liquid eggs.
A disc centrifuge polishes off the remaining fine eggshell residue from the liquid eggs as a polishing step. The eggshell particles have high specific gravity and are therefore easily separated under the disc centrifuge's high g-force.
Egg Yolk Clarification
Application
Egg yolks find everyday use in the production of cosmetics and the pharmaceutical industry. They are particularly sought after for organic phospholipids. As mentioned before, the processing of egg yolks is similar to that of liquid eggs.
In some cases, the egg yolk has precipitated compounds that need separation without filters due to the loss of the solid associated with filtration.
Implementation
Based on some pilot-scale testing performed by Dolphin Centrifuge, precipitate separation for cosmetic purposes is a straightforward application for disc centrifuges. Typically a centrifuge configured as a clarifier is best suited for this purpose.
Most often, the user requires a food-grade centrifuge for this application.
Emulsified Oil Recovery
Application
Emulsified oil is a fluid created by mixing oil and water to form a homogeneous liquid that is not easy to separate into oil and water.
Industrial machining coolant is one desirable example of emulsions. Chemical bonding also creates emulsions such as ones made by detergents and soaps.
But in many cases, oil emulsions are not desirable, such as in waste oil, WVO, and similar oils. Emulsified waste oil makes it less desirable as a heating fuel or WVO as a feedstock for biodiesel production.
Therefore, it is necessary to split the oil emulsion into its component phases before subsequent use.
Chemical demulsifiers are available to break the emulsions; however, the cost and chemical contamination are drawbacks of this approach.
Implementation
Industrial centrifuges (disc-stack) have the high centrifugal force required to break oil emulsions. Not all emulsified oils are suitable for centrifugal separation, especially the chemically bonded ones. But in most other cases, heat and centrifugation can split the oil emulsion into water and oil.
A high-speed disc-stack centrifuge generates over 7,000 gs of force, often sufficient to pull out the small particles holding the emulsion together. After the centrifuge pulls out these particles, the emulsion breaks down, allowing the oil to separate from the water.
For more information, read our article on Waste Oil Emulsion Breaking.
Ethanol Recovery
Application
Commercial ethanol production uses corn as the feedstock wherein the fermented corn mush produces ethanol. The typical process includes the separation of the spent corn biomass from the broth using a decanter centrifuge.
The crushing process also produces corn oil, which is a valuable product.
Corn oil has many industrial and livestock feed applications. It is also essential to remove the corn oil to prevent fouling of downstream distillation and related equipment.
Implementation
For industrial ethanol producers, a large capacity (200+ GPM) 3-phase disc centrifuge works well to produce a clarified ethanol (in water) stream with a separate corn oil stream.
The remaining suspended solids from the crushing operation are also separated from the fluid by the high centrifugal force exerted by the centrifuge.
Fish Oil Processing

Application
The process of extracting fish oil from fish involves cooking discarded fish parts and whole fish. The cooked fish mass is then crushed and passed through a decanter centrifuge to separate the fish meal from the water carrying fish oil.
The separation of the fish oil from the decanter effluent yields fish oil and stickwater.
The separated fish oil has several uses, from nutritional supplements to the cosmetics industry. The fish stickwater is dried to yield fish fertilizer and aquaculture feed.
Implementation
A 3-phase fish oil centrifuge efficiently separates the fish oil from fish meal and stickwater. It exerts centrifugal force up to 7,000 times gravity to produce clear fish oil and stickwater.
The clarified stickwater is suitable for drying without fouling the drier with excessive fish meal. The dried stickwater is used in aquaculture and as fertilizer. The purified fish oil fetches a high price and is very desirable.
Food Flavoring Extraction
Application
The food industry uses a variety of flavoring extracts. These range from flower extracts like rose flavor to animal extracts like bacon flavoring.
Enzymes or adsorption media like alcohol extract these flavoring agents, which are essentially esters.
The typical process involves soaking the feedstock in alcohol, followed by the separation of the alcohol from the dissolved flavors. Finally, the distillation of the alcohol yields the flavor extract.
The separation of spent biomass from the alcohol uses filtration or centrifugal separation.
Implementation
Food-grade centrifuges offer several advantages over filters for the separation of flavor extract. The elimination of filter media and associated labor is the main advantage.
A food flavor extraction centrifuge is a 2-phase food-grade disc-stack centrifuge in clarifier mode. It separates all the fine biomass particles to produce clear alcohol containing the flavor. Clarity of the alcohol is essential for the highest efficiency of downstream distillation processes.
Forging Lubricant Recycling
Application
The forging industry uses a graphite-based lubricant to ease die-release in the forging process. This water-based lubricant gets contaminated with hydraulic oil and from the forging presses.
This contamination reduces the lubricant's effectiveness and leads to frequent lubricant replacement.
The prevailing method of settling and decanting the lubricant is a time-consuming process and involves labor. Also, this process does not eliminate the oil contaminant.
Implementation
An Alfa Laval 3-phase disc centrifuge, set up as a concentrator, separates all the tramp oil from forging lubricants. The centrifuge operates continuously to produce reusable lubricant. Today's forging industry relies upon clean lubricants for high-quality products.
The forging lubricant centrifuge will also remove the suspended graphite particles. It self-ejects these particles as a slurry that is remixed with the centrifuge's clean coolant output.
Fuel Oil Purification

Application
Fuel oils (aka HFO) are among the most widely used energy sources in large-scale transportation and power generation. This popularity of fuel oil is primarily due to its low cost and easy availability worldwide.
Commercially available fuel oil carries sludge (rust, sand, ash, etc.) and water from condensation as contaminants. Power plants or marine engines that use fuel oil require clean fuel without any impurities for reliable operation.
Media filtration is expensive from a labor and material standpoint. Especially in the case of highly contaminated marine-grade fuel oil, filtration is not feasible.
Implementation
A fuel oil centrifuge is specially designed to handle high-viscosity heavy fuel oils. The 3-phase centrifugal separator removes all solid contaminants and free water from the fuel oil.
The self-ejecting feature of these centrifuges allows for continuous processing of the fuel oil for prolonged periods. This unique ability of the centrifugal separator is key to the uninterrupted operation of the engines.
A critical consideration while processing fuel oil is that the oil has to be treated at a minimum of 210 F to reduce the viscosity. The reduced viscosity leads to efficient separation.
Gasoline Purification
Application
Stored gasoline gets contaminated with water through condensation in tanks and rust from the oxidation of tanks. Emergency vehicle engines rely on clean gasoline for reliable operation during emergencies.
Again, gasoline filtration is not an option because filters can only remove the sediment but not the water.
Implementation
A centrifuge can remove both water and sediment impurities from the gasoline. A 3-phase disc-stack centrifuge has enough centrifugal force (over 7,000 Gs) to separate the fine rust particles and free water from the gas.
A single pass through a self-cleaning centrifuge is adequate for completely separating all contaminants.
Since gasoline is a highly flammable liquid, the centrifuge system to process gasoline must be suitable for such hazardous applications. This application requires an explosion-proof centrifuge.
Glass Grinding Coolant Recovery
Application
Commercial glass manufacturing operations require the grinding of the glass, often by CNC machines. This grinding process uses water or water-based coolants for optimum finishing results.
As expected, the coolants get contaminated with ultrafine glass particles, which are difficult to separate using filters. These particles do settle out quickly. However, the settling tanks need frequent cleaning.
Implementation
Glass has a high density, and therefore, the glass particles are very heavy compared to the coolant. A disc centrifuge with its high gravitational force can leverage this large difference in specific gravity to separate the coolant's smallest glass particles.
A small, self-cleaning, disc-stack centrifuge can process up to 10 gallons per minute of water-based glass grinding coolant. The centrifuge produces clear coolant with all the sub-micron particles separated and auto-ejected.
The centrifuged coolant is reusable indefinitely, saving replacement and disposal-related costs.
Glycol Separation
Application
Glycol is the main constituent of antifreeze used in automobiles. Glycol's lower freezing point allows it to operate under sub-zero conditions.
Vehicular antifreeze requires periodic replacement. The inherent value of glycol makes recycling of the discarded glycol worthwhile.
Antifreeze glycol gets contaminated with motor oil in automotive workshops. Before its reuse, it is essential to separate this oily component from the glycol.
Though conceptually possible, gravity settling is not a feasible solution due to the time and labor involved in the process.
Implementation
The application of a centrifuge for oil separation from glycol has a specific limitation. Glycol's specific gravity is higher than that of water. A 'self-cleaning' centrifuge uses water in the hydraulic mechanism for sludge ejection.
If the process fluid has higher specific gravity than water, the sludge ejection mechanism may not operate as intended.
A manual cleaning bowl does not have this limitation since it has no hydraulic mechanism for sludge removal. Therefore, pre-filtration to remove most of the sludge followed by a 'manual cleaning' centrifuge is a viable process to reclaim glycol on a large scale.
Horseradish Extract (Wasabi)
Application
Horseradish is similar to wasabi, which is a popular condiment in Asian countries. Grinding the horseradish plant roots with water extracts wasabi.
The recent introduction of wasabi-flavored products has led to a surge in demand for wasabi-flavoring extract.
The process of producing horseradish extract involves the grinding of horseradish roots with water to create a slurry. The water absorbs the wasabi flavor, and the separation of the root biomass from the slurry follows.
Finally, drying the water carrying the wasabi flavor produces a dry powder that is wasabi extract.
Implementation
Separation of the horseradish root pulp from the extract carrying water is a simple process for a disc-stack centrifuge set up as a clarifier. With the 7,000+ g-force exerted within the centrifuge bowl, the smallest organic particles separate from the water.
The centrifuge self-ejecting mechanism purges the separated biomass periodically from the bowl to produce clear wasabi water. Subsequent drying of this centrifuged water produces horseradish powder extract.
Hydraulic Oil Cleaning

Application
Hydraulic oil has a wide range of applications in industries for extrusion, forging, etc. Hydraulic oil gets contaminated with water and sludge sediment during the process.
It is essential to remove these contaminants from the hydraulic oil to ensure the equipment's proper functioning.
The standard methods of filtering hydraulic oil are not always conducive to large-scale operations. Filtering removes only the solid contaminants from the hydraulic oil; however, it cannot remove the oil's water.
There are other limitations of filtration, such as frequent changes in filter media and manual labor in the world, making it an expensive process on an ongoing basis.
Implementation
A self-cleaning 3-phase industrial centrifuge separates the water and sediment from hydraulic oil continuously. The centrifuge can remove particles as small as 1 micron and all free water.
The hydraulic oil centrifuge installed in a kidney loop on the oil reservoir keeps the hydraulic oil free of all contaminants.
This clean oil leads to trouble-free operation of the hydraulic equipment over the long term. It also helps alleviate problems with downstream equipment such as pumps, hydraulic cylinders, etc.
Humus Fertilizer
Application
Humus fertilizer is a form of liquid fertilizer extracted from organic humus biomass by mixing water and separating it in a decanter centrifuge. The liquid fertilizer so produced has excellent properties for plant growth and is highly sought-after.
Since the biomass volume is considerably large in the water, the first step in separating the biomass is typically a decanter centrifuge, which removes the bulk of the biomass from the water.
Implementation
The decanter centrifuge removes most of the biomass. However, it cannot separate the small particles suspended in the water produced by the decanter.
A self-cleaning high-speed disc stack centrifuge is an ideal solution to clarify the effluent from the decanter centrifuge. The disc stack centrifuge produces clear liquid humus fertilizer.
Don't See Your Application Listed?
Our engineers have experience with hundreds of separation applications. Contact us to discuss your specific process.
IPA (Isopropyl Alcohol)
Application
Isopropyl alcohol is used widely in the food and pharmaceutical industries to absorb alcohol-soluble elements from different feedstocks.
The separation of the alcohol from the depleted feedstock is essential by filtration or other means for subsequent alcohol purification.
Again, depending on the type and amount of the feedstock, filtration or other separation methods may not be available for commercial processing volumes.
However, mechanical separation in the form of centrifuges works well for these applications.
Implementation
The small suspended particles are separated from the alcohol using a clarifier disc centrifuge. The high G-force in the centrifuge produces clear alcohol perfectly suited for downstream processing, which is often distillation.
Removing the smallest particles allows the distillation columns to work at high efficiency reliably.
Alcohol is a flammable liquid, and therefore alcohol processing centrifuges need to meet hazardous area classification requirements.
Ink (Printing Industry)
Application
The commercial printing industry uses ink in large quantities continuously. The ink gets contaminated with paper fibers and other debris that is picked up during the printing process.
Separating these fibers and particles is essential for the trouble-free operation of the printing machinery.
The use of filters to clarify the ink is not always feasible because the filters get clogged with paper fibers quickly and require frequent changing.
Implementation
Large volumes of printing ink can be clarified quickly and efficiently using a high-speed disc centrifuge. The high centrifugal force can separate the fine paper fibers and sediment from the ink to make it reusable.
Implementing centrifuges has ensured the reliable operation of printing machinery at several locations. With the reduced labor and cost of filter media, the payback time of centrifuges is very reasonable.
Juice (Fruit & Vegetable Juice)
Application
Like apple juice clarification with centrifuges, most juice clarification applications use food-grade centrifuges to clarify the juice.
Refer to our apple juice centrifuge application above for detailed information on how disc stack centrifuges clarify fresh-pressed juices at commercial scale.
Jet Fuel Purification
Application
The quality of jet fuel used in commercial and military aviation aircraft is critical for these aircraft's safe and reliable operation. Water and sediment contamination from storage tanks is a common problem faced by jet fuel users.
Jet fuel is often stored and used in large quantities, sometimes in millions of gallons. Once again, filtration is not a feasible solution to ensure jet fuel quality on an ongoing basis. Centrifuges are the most reliable option to keep jet fuel clean.
Implementation
Jet fuel is cleaned using high-capacity centrifuges, which can process hundreds of gallons of fuel per minute. These centrifuges simultaneously remove water and all sediment or sludge from the jet fuel.
The separated water is continuously expelled while the separated sludge is intermittently ejected from the centrifuge.
Operating the centrifuges on the jet fuel storage tanks is the most reliable way to keep these tanks free of contaminants.
Given the hazardous nature of these applications' locations, it is essential to have jet fuel centrifuges certified for explosion-proof zones.
Kerosene
Application
Kerosene is sometimes used instead of jet fuel in small motor engines and for rocket fuel. Purification of kerosene is essential to ensure the reliable operation of this equipment.
Implementation
Centrifuges are implemented to clean kerosene in a very similar manner as explained above to clean jet fuel. Both water and sediment contamination are removed simultaneously in a single pass through a high-speed self-cleaning disc centrifuge.
Kelp Powder
Application
Kelp or seaweed powder is gaining popularity as a source of nutrients and as a food supplement. The production of kelp powder involves the grinding of raw biomass into a slurry and then separating the water to produce a fine powder, which can be used as a supplement.
The water used to process kelp powder carries a lot of nutrients from the kelp. This water can be used as a fertilizer in its own right. It is essential to separate the small particles from the water before they can be dried to produce high-grade nutrient fertilizer.
Implementation
A high-speed disc stack centrifuge set up as a clarifier is well-suited to separate the suspended particles from the water. This water is subsequently dried to produce dry fertilizer, which can be used in various agricultural applications.
Latex
Application
Raw latex is a tree sap collected from latex plants in certain parts of the world. Fresh latex is liquid and often carries contaminants such as tree bark and other organic material.
Removing these contaminants is essential before the downstream processing of latex into commercial products. Filtration is commonly used for this purpose on smaller scales.
However, at large scales, filters become a bottleneck in the process. Mechanical separation has proven to be a reliable way of producing pure liquid latex continuously.
Implementation
Specially designed disk stack centrifuges are efficient for raw latex processing. The centrifuges have unique features that are conducive to the production of clarified latex fluid.
These self-cleaning disc-stack centrifuges can process liquid latex in large quantities at flow rates of up to 50 gallons per minute.
Leachate
Application
Leachate is the liquid that is drained or seeps out of landfills with fine suspended solid contaminants. It is also a carrier of bacteria, which can render it toxic. The proper treatment of leachate is a critical aspect of environmental remediation.
Given the size of modern landfills, it is quite common to see leachate come out in millions of gallons. Clarifying this leachate liquid at such high volumes is not feasible for filtration, belt presses, or similar media separation.
Implementation
Dolphin Centrifuge has conducted in-house testing of leachate samples to evaluate disc stack centrifuges' applicability to clarify leachate.
These tests have demonstrated that a disc stack centrifuge can separate all the suspended particles from leachate to produce a clear liquid.
Subsequent analysis of the centrifuge water has also revealed that the centrifuging process significantly reduced the water's bacterial contamination.
A large-scale processing system designed by Dolphin Centrifuge can separate 300 gallons per minute or more of leachate continuously. This system incorporates multiple self-cleaning disc stack centrifuges.
Lube Oil Purification

Application
Lube oil, also known as lubricating oil, is widely used as an anti-friction lubricant in engines and power-generating equipment. Dirty lube oil can lead to inefficient operation of the equipment as well as frequent breakdowns.
The common contaminants found in lube oil are carbon particles, metal particles, sludge from other sources, and water.
Filters are by far the most widely used method for cleaning lube oils. However, filters only remove the solid contaminants from lube oil. Filters do not remove all water contaminating the lube oil.
The smallest quantity of water in lube oil can have enormous detrimental consequences for expensive equipment such as gas turbines. Gas turbine manufacturers require the lube oil to be free of all water.
Filtration, followed by vacuum dehydration, is a standard method used to remove the solids and dry the lube oil. However, vacuum dehydrators limit the amount of water they can handle.
Water present in lube oil, exceeding 1% by volume, can overwhelm a vacuum dehydrator.
Implementation
An Alfa Laval 3-phase disc stack centrifuge can replace filters and vacuum dehydrators to a certain extent. Though the centrifuge cannot remove all the water from the lube oil, it can undoubtedly bring down the water content in lube oil to an easily handled level by the downstream vacuum dehydrator.
A centrifuge can remove all the free water, but it cannot remove all emulsified oil. A vacuum dehydrator is essential to remove the moisture trapped in oil emulsions.
Dolphin Centrifuge has a modular design centrifuge, which is mobile trolley mounted. It allows the operator to move the centrifuge to different oil pumps and service them individually periodically.
Machine Coolant

Application
Machining coolants are specially formulated lubricants that optimize the performance of metal cutting operations. These operations include machining steel, aluminum, and other metals to manufacture industrial parts and components.
Most often, these synthetic or semi-synthetic machining coolants are water-based. They are essentially an emulsion of cutting oil with water.
These coolants get contaminated with oil from the raw metal and the machining equipment themselves during the machining operation.
This contaminating oil is also known as tramp oil. It is essential to remove this tramp oil to ensure the equipment's trouble-free operation and ensure the coolant maintains its anti-friction and anti-corrosion qualities.
The presence of tramp oil in water-based coolants also causes the unintentional growth of bacteria. The bacteria produce hydrogen sulfide gas, which gives a foul smell to the coolant, creating an undesirable workplace environment.
These bacteria are also harmful to the operators if they contact the coolant. The presence of tramp oil in machining coolant can cause diseases such as dermatitis.
The machining operation also introduces fine metal particles into the coolant from the machining process. The removal of these particles is essential before the reuse of the coolant.
Implementation
Machining coolant centrifuges incorporate special design features for separating tramp oil from water-based machining coolant. These three-phase centrifuges are also capable of separating fine metal particles from the coolants.
Alfa Laval concentrator centrifuges separate small amounts of tramp oil from large volumes of water-based machine coolant. The separation is continuous and effective in keeping the coolant free of all contaminants on an ongoing basis. The high g-force of the centrifuge also separates metal particles down to a half-micron level.
Installing a kidney loop formation configuration on the coolant tanks is the preferred way. This centrifuge setup allows multiple uses of the coolant before replenishment.
Methanol
Application
Methanol is a widely used industrial solvent produced from natural gas. Its clean-burning quality also makes methanol an ideal fuel.
Like other fuels, methanol also gets contaminated with solid impurities during transportation or storage from rust and other solid contaminants.
It is essential to keep the methanol free of all impurities, mainly if it is a fuel. Filters may work to remove solid impurities on smaller scales for small volumes. However, for larger volumes, filtration may not be a feasible option.
Implementation
Since methanol is water-soluble, there is no need to separate water from methanol. However, to separate solid particles from methanol, a self-cleaning centrifuge, set up as a clarifier, is adequate to produce clean methanol free of impurities.
Methanol is a flammable liquid; therefore, a suitable centrifuge requires an explosion-proof design.
Mine Water Clarification
Application
Mining for rare earth elements and other minerals requires large amounts of water. These mines are located in remote areas where water is not always readily available.
In such cases, water recycling becomes highly desirable given the cost and time required to transport large volumes of water to the mine location.
Given the volume of water used, which is often in the millions of gallons daily, it is certainly not feasible for filters to handle this water volume.
Hydro-cyclones are one option to handle such large volumes of water. However, even hydro-cyclones cannot produce clear water that is reusable for mining operations.
Implementation
The effluent from hydrocyclones can be clarified using a high-speed disc centrifuge. Most centrifuge setups are in a parallel processing mode for the volumes seen in mining operations.
Dolphin Centrifuge has designed a multi-centrifuge modular system to process mining water. This system has a rated capacity of 500 gallons per minute of mining water effluent with fine suspended solids.
Motor Oil (Re-blending)
Application
Used motor oil is used as a feedstock to produce re-blended motor oil reusable in automotive engines. The re-blending process involves distilling used motor oil and adding additives to make it usable in automotive engines.
A thin-film evaporator distills used motor oil. The efficiency of this evaporator depends on the amount of contaminants in the raw feedstock. If the feedstock has many impurities, it means frequent cleaning and servicing of the thin-film evaporator.
Pre-cleaned used motor oil leaves an uninterrupted and reliable operation of this distilling system.
The most common contaminants in used motor oil are carbon and fine metal particles from wear inside of the engines during operation.
Separation of these contaminants is essential for efficient re-blending of used motor oil. Once again, filters are not able to handle this fine particulate matter.
Implementation
Though a high-speed disc stack centrifuge removes very fine metal particles from used motor oil, the oil needs to be as hot as possible for this separation.
It is also worth mentioning that the carbon particles in used motor oil give it a black color appearance.
These carbon particles are a byproduct of the combustion process in the engine. These are sub-micron-sized particles, and it is not easy to separate these particles with a disc centrifuge.
However, the centrifuge can separate all the metal particles and water (if any) from the used motor oil. A downstream adsorbent clay column removes the remaining carbon particles.
Organic Fertilizer
Application
The recent uptick in demand for organic food products has led to an increase in organic fertilizer production. Organic fertilizers are available in solid form and liquid form.
The anaerobic digestion of organic materials such as food scraps, food waste, and other similar discarded organic materials produces this fertilizer.
The digestion process occurs inside a sealed digester in the absence of oxygen. The liquid seeping out of the digester contains nutrients that are desirable in a fertilizer.
It is necessary to clear this liquid to avoid fermentation and other detrimental processes from occurring. The fine nature of the suspended solids makes filtration or other similar media separation technologies unusable.
Implementation
Dolphin Centrifuge has designed and supplied a complete system to process the raw digester effluent. This process's first step uses a decanter centrifuge to de-sludge the digester output, high in sludge volume.
In the second step, the centrate effluent from the decanter centrifuge is processed through a high-speed self-cleaning disc centrifuge to produce transparent, mineral, and nutrient-rich water.
This water is an organic liquid fertilizer that is the plant feed in hydroponics and similar agriculture industries.
Pigment Separation
Application
Various chemical reactions and extraction processes produce paint and other colored pigments from naturally occurring elements. Most of these processes use some kind of solvent or carrier liquid to separate the source material's pigment.
The process of separating the impurities from the solvent and getting the color pigment is known as clarification. Depending on the impurities' size, which could be as small as a fraction of a micron to the size of small pebble sizes, the separation technology is selected.
Implementation
Small particles in the micron and sub-micron range are usually separated using high-speed disc stack centrifuges.
Given that these particles' volume is not high in the post-processing stage, a simple self-cleaning centrifuge can separate the solvent from these fine impurities.
The use of solvents for the extraction process of pigments requires the use of explosion-proof centrifuges.
Potato Juice
Application
Potato juice is a by-product of crushing potatoes, which are used in the production of pet foods. The juice itself carries a lot of nutrients and is a good fertilizer.
Implementation
Potato juice can be clarified simply by using a self-cleaning, food-grade centrifuge. A self-cleaning centrifuge is ideal for this application to clarify potato juice for further processing into fertilizer.
Probiotics (Kombucha)

Application
Probiotics have recently become a popular beverage of choice for their gut-enhancing bacterial benefits. Kombucha is one such beverage that has become widely popular.
The fermentation of tea leaves and other similar organic leaves produces kombucha.
The coarse filtration of the probiotic liquor contains suspended particles that need to be separated to produce a clear beverage. Given the microscopic size of these particles, it is a challenging task for standard filtration.
Implementation
Based on some pilot-scale testing conducted at Dolphin Centrifuge, the clarification process for kombucha liquid is relatively straightforward.
A disk stack centrifuge clarifies the raw kombucha liquid with high efficiency in a single pass.
A large-capacity centrifuge will process up to 50 gallons per minute of raw kombucha liquid into a clear beverage for a production-scale application.
The self-cleaning feature of the centrifuge allows for uninterrupted processing of the liquid continuously.
Since this is a beverage for human consumption, this process requires a food-grade disc centrifuge.
Produced Water (Oil & Gas)
Application
Produced water is the term that refers to the water that is a byproduct of oil and gas production in the oil fields. Trace amounts of oil and fine sediment are common impurities.
The traditional process involves the settling of the particles and siphoning off the oil from the top. This process is a laborious and time-consuming operation, which is not feasible for large volumes of produced water.
Implementation
A crude oil centrifuge (3-phase) can continuously separate floating oil and suspended fine particles from produced water.
The produced water centrifuge is a modified version of the traditional crude oil centrifuge. The centrifuge is reconfigured for large volumes of water and a small oil volume.
Protein Extract
Application
Protein extracts are an active ingredient in many food supplements. One of the widely available sources of protein is legumes and beans.
Extracting proteins from these sources involves crushing the beans and using some enzymes to extract the protein in a precipitate form.
The residue is in the form of a paste that is hard to separate using traditional separation methods such as filters, membranes, or other filtration media.
Implementation
A protein extract centrifuge is a food-grade disc stack centrifuge in a clarifier execution. With its high internal g-force, this centrifuge can separate the smallest protein particles in the residue from the carrier liquid, which is most often water.
The protein extract is mostly for human consumption; therefore, the centrifuge used for this application has to be of the food-grade variety.
Pyrolysis Oil

Application
Pyrolysis oil, also known as Bio-Oil, is produced by the anaerobic thermal reaction of discarded petroleum-based products such as used tires, plastics, etc.
Pyrolysis oil is an environmentally friendly alternative to petroleum-based fuels.
The reaction occurs in the absence of oxygen at a temperature exceeding 300 C. At this temperature, the petroleum-based products disintegrate into carbon sludge and Bio-Oil, which is very similar to diesel fuel.
Carbon-based sludge and other impurities in the feedstock, such as steel wires, etc., are the by-product contaminants found in Bio-Oil.
It is necessary to separate these contaminants from the pyrolysis oil before resale.
Implementation
The sticky nature of carbon-based sludge makes the filtration of pyrolysis oil through traditional filter media highly difficult. A 2-phase self-cleaning disc-stack centrifuge handles the separation of the sludge quite easily.
Dolphin Centrifuge has supplied pyrolysis oil centrifuges for several domestic and international customers. The results of our field implementation of the centrifuges have been extremely promising.
Our customers have often recovered their investment within the first six months of commissioning of the centrifuge.
Quartz Grinding Water
Application
Quartz is a mineral that finds various applications in industries and consumer products. The grinding of quartz controls is an essential process in the quartz manufacturing industry.
Clean water is often the coolant during quartz cutting and grinding operations.
Quartz is a hard mineral, and the recycling of quartz grinding coolant requires removing these fine mineral particles before reuse.
Implementation
Similar to its use as a machining coolant recycling device, a disc-stack centrifuge with a high centrifugal force easily separates the heavy quartz particles from the water to yield clear reusable grinding water.
A small self-cleaning centrifuge can process up to 5 gallons a minute of quartz water to produce a clean, reusable coolant.
Quench Oil Clarification

Application
The heat treatment industry uses quench oil as a primary chilling medium to harden metal parts and components. During its use, flakes and rust originating from the quenched parts contaminate the quench oil.
These contaminants degrade the thermal properties of quench oil, which are desirable for a consistent heat-treated product. Separation of these contaminants is essential before the reuse of the quench oil.
The heat treatment industry uses filters for the cleaning of used quench oils. However, manual filtration is a laborious and expensive operation.
Implementation
A quench oil centrifuge is a high-speed disc stack centrifuge that auto-purges the separated solid sludge. Quench oil inherently has a low viscosity, making it even easier for the disc stack centrifuge to clean it.
With the implementation of an industrial centrifuge, it is possible to reuse the quenching oil multiple times without replacement.
Rendering (Animal Fat)
Application
The rendering industry essentially converts waste products from the livestock industry into reusable products such as lard.
Beef tallow or lard processing involves cooking animal fat with other residue and the filtration of this mixed fluid to separate the fats from the water and suspended solids.
Implementation
A range of animal fat processing centrifuges has been designed and supplied for this application. These centrifuges have unique design features to process and separate pork, beef, and chicken fat from the process water and fine solid byproducts.
All such centrifuges used for rendering have stainless steel contact parts and are food-grade.
Seaweed / Kelp
Application
Seaweed or kelp is increasingly being sourced as an organic fertilizer and the extraction of the biomass from the water is essential before the kelp can be dried as the final product (fertilizer).
Traditional filters or filter presses are not efficient from a time or labor perspective. A self-cleaning disc stack centrifuge offers fully automatic operation with minimal or no labor required. Also with a separation efficiency of almost 100%, the centrifuge is an obvious choice for this application.
Implementation
Dolphin Centrifuge has recently supplied multiple disc stack centrifuges with all stainless steel fluid contact parts for this application with excellent results. One such stainless steel centrifuge with a capacity of 25 GPM has been deployed for seaweed and kelp biomass harvesting.

With some specific modifications that are necessary for this application with seawater, the centrifuge delivers quick recovery of the kelp biomass at the desired wetness level.
Silicone Oil Clarification
Application
Silicone oil finds many uses as a lubricant with many applications. The industrial production of silicone oil requires a reaction that produces a residue that needs to be separated to produce pure silicone oil.
The residue is in the form of a paste, which is not easy to separate by standard means of separation.
Implementation
An industrial centrifuge of the disc stack type can separate the pasty residue from the silicone oil.
Given the silicone oil's high viscosity, the centrifuge flow rate's throttling allows for enough retention time in the centrifuge bowl for good separation.
Soy Protein Separation
Application
Soy protein is a widely used food ingredient, specifically in meat and poultry products, to enhance water retention and fat content. The commercial production of soy protein involves the dissolving of the protein in water.
The next stage involves removing the residual solids, and enzymes precipitate the water containing the protein. The precipitated soy protein is then dried and sold in powder form.
Separating the precipitating protein from the water is a critical process in producing soy protein.
Currently, the separation of the protein from the water is through filter presses. However, this process has its inherent disadvantages.
Implementation
Dolphin Centrifuge has supplied industrial disc-stack centrifuges of the food-grade variety to extract the water's soy protein.
The self-cleaning centrifuges can continuously harvest all the precipitated protein from the water and eject the concentrated precipitate periodically.
Soybean Oil
Application
The production of soybean oil involves crushing raw, dried soybeans and extracting the oil from them. This process often uses oilseed expellers. The oil expelled from the expellers contains fine soybean particles in the oil.
Depending on the amount of these particles carried over, a decanter centrifuge may be the first step in desludging this oil.
Implementation
A high-speed disc centrifuge downstream of the decanter centrifuge is a polishing step to remove the fine suspended particles from the soybean oil.
In a typical process to purify fresh soybean oil, the oil is heated to about 130 F to reduce the viscosity before centrifugation.
A food-grade disc centrifuge can produce crystal-clear soybean oil continuously while intermittently ejecting the soy solids.
Sunflower Seed Oil
Application
Like the soybean oil processing described above, an expeller produces sunflower oil from the seeds. The freshly crushed sunflower seeds yield sunflower oil with some residual solids and trace amounts of water.
Filtration or heating and settling are not conducive to the purification of sunflower oil.
Implementation
Dolphin Centrifuge has supplied a 3-phase, food-grade disc stack centrifuge to separate suspended solids and water from sunflower oil.
The centrifuge can purify up to 25 gallons per minute of freshly expelled sunflower oil.
Tire Oil
Please refer to the section titled Pyrolysis Oil above. Tire oil is produced by the pyrolysis process using discarded tires as the feedstock. The centrifuge separation process for tire oil is identical to that described for pyrolysis/bio-oil.
Transformer Oil
Application
Electrical transformers contain transformer oil as a dielectric medium to maintain the efficiency of the transformer. Over time, the oil degrades due to oxidation and the heating and cooling cycle within the transformer.
Condensation also leads to water contamination of the transformer oil.
Clean transformer oil is critical to the transformer's peak performance to reduce energy losses and prevent breakdowns.
Implementation
The particle contamination of transformer oil due to oxidation is quite limited. A 3-phase, "manual clean" centrifuge is sufficient to purify transformer oil.
The transformer oil centrifuge can separate all the fine particles and moisture from the transformer oil and bring the oil back into reusable condition.
The disc centrifuge exerts over 7,000 Gs of centrifugal force to separate particles as small as 1 micron from the oil.
UCO (Used Cooking Oil)
UCO is another term for WVO (Waste Vegetable Oil), Yellow Grease, and similar used edible oils discarded by the food industry.
Refer to our section on WVO below for more information on using a centrifuge for this application.
Used Oil Recycling
Application
Used oil and waste oil are terms that are often used interchangeably.
Technically, 'Waste Oil' refers to once-used mineral oil (engine oil, industrial oil, etc.) past its useful life.
'Used Oil' refers to oil of organic origin, such as vegetable oil, animal fat, etc., that has been utilized and discarded.
Used oil has commercial value as a feedstock for biodiesel and other commercial applications. However, discarded used oil has many contaminants in the form of water and food waste sludge.
Separation of the solid and liquid impurities is essential to obtain good resale value for used oil.
The traditional method of heating and settling works well for smaller volumes. However, at a commercial scale, the costs of heating, filtering, and associated labor add up quickly.
Implementation
Centrifugal separation is an efficient method for separating all the free water and sludge from used oil. The centrifuge has a relatively higher capacity and is considerably quicker than gravity settling.
Also, the centrifugation of used oil eliminates the need for filtration media, thereby reducing operating costs considerably.
A used oil centrifuge is a 3-phase, self-cleaning centrifuge exerting a centrifugal force 7,000 times that of gravity.
With this high separation force, the centrifuge can separate all water and small particles from the used oil, producing clean saleable oil.
Vegetable Broth Clarification
Application
The food industry uses vegetable broth for various applications, from soups to flavoring. The commercial production of vegetable broth involves the boiling of vegetables and removing the spent biomass to produce clear vegetable broth.
Filter presses, bag filters, and other similar media separation techniques are traditional clearing vegetable broth methods of organic biomass.
Again, this process comes at high, recurring operations costs from a labor and material standpoint.
Implementation
A large-capacity food-grade centrifuge can handle the separation of vegetable broth from biomass quickly and efficiently.
A standard industrial centrifuge set up as a clarifier for solid and liquid separation is all that this task needs.
A vegetable broth centrifuge is a self-cleaning disc-stack centrifuge with stainless steel fluid contact. The vegetable broth separation from the residue is instantaneous under the high centrifugal force of up to 7,000 times gravity.
The separated vegetable mass is compacted and automatically ejected from the centrifuge. The clear broth exits through a separate outlet.
Vinegar Clarification
Application
The food processing industry uses vinegar for all kinds of products. Process vinegar can be reused but needs clarification before reuse.
Small food particles are the predominant contaminant in used vinegar.
Implementation
The centrifuge needs to be food-grade with all stainless steel fluid contact for the food industry vinegar recovery. Other (non-food industrial) applications can use a non-food-grade centrifuge still, considering the acidic nature of vinegar.
An industrial disc-stack centrifuge with its amplified centrifugal force can separate the small suspended food or inorganic particles from the vinegar.
This separation is a continuous process during which the centrifuge self-ejects the separated solids to produce clear, reusable vinegar.
Waste Oil

Application
Waste oil generally refers to used mineral oils such as engine oil, industrial oils, and fuels, often mixed. Despite the contamination, waste oil is sought after as a heating fuel as well as for blending with diesel for diesel engines.
Used engine oil (without other oils blended) is the feedstock for re-blending of fresh motor oil. Refer to our section titled Motor Oil Re-blending above for the related centrifuge application.
Water, ash, metal particles, etc., are the most common impurities in waste oil. Heating and settling is again the traditional method of separating waste oil.
This method has less capital expenditure but is highly inefficient and produces low-grade waste oil.
Heating and settling are affected under gravity, which takes time and is insufficient to pull out all the entrapped water and microscopic particles.
Implementation
Compared to the methods mentioned earlier for filtration and settling, a centrifuge offers much higher efficiency. A centrifuge also eliminates labor and material costs related to filters resulting in uninterrupted waste oil production.
A specially configured industrial centrifuge for separating waste mineral oils is a waste oil centrifuge. The expanded settling area of the disc stack separates water and fine sediment from waste oil.
Our centrifuge has been shown to reduce ash, sulfur, and other undesirable elements from waste oil. More details on ash removal from waste oil are in our related article.
Exerting up to 10,000 g-forces, this centrifuge also separates all free water from waste oil.
Wastewater

Application
Wastewater essentially uses water with liquid (oily) or solid (sludge) impurities. This water needs to be cleaned before it can be discharged into municipal sewers or reused.
Depending on the type of contamination, commercial wastewater producers use filter presses, belt presses, or screw presses.
However, all these technologies cannot remove the oily phase from the wastewater.
Also, these technologies come at high operating costs related to labor and material (media).
Industrial centrifuges tackle wastewater effectively using mechanical separation and are therefore reliable and have low operating costs.
Implementation
Wastewater with heavy sludge contamination needs a decanter centrifuge for dewatering. A decanter centrifuge can handle large volumes of sludge continuously.
You can read more about the decanter centrifuge technical details.
Oftentimes the wastewater carries low solid impurities and trace amounts of oil. This water cannot be discharged into the sewer without removing the oil and solid from it.
A wastewater centrifuge is designed to separate the water from oil and sediment. The centrifuge can pull out small particles (down to 0.5 microns) and oil to produce clear water that can be discharged. The high g-force (7000 Gs) allows it to separate the contaminants continuously.
WVO (Waste Vegetable Oil)


Application
WVO (aka Waste Vegetable Oil) is a cooking oil that has been used and has water and food debris as contaminants. On a small scale (< 100 gals), an open bowl centrifuge is sufficient to 'clean' the oil to be used in personal vehicles.
However, on a larger or commercial scale (1000s of gallons), cleaning WVO is messy. The age-old method of heating-settling-decanting-filtering has a minimal capital expense, and therefore it is quite popular.
But when other costs, such as operating, heating, labor, product loss, etc., are considered, the above-mentioned heating/settling method is not so economically advantageous.
WVO processors should consider a centrifuge for the reasons described in the following section.
Implementation
An industrial disc-stack centrifuge set up to separate WVO uses centrifugal force up to 8,000 Gs, sufficient to separate the small debris particles from the oil. It also simultaneously separates the water, discharging it continuously along with the clean WVO through separate outlets.
Therefore, a WVO centrifuge can process 1000s of gallons of raw feedstock in a short time.
Besides, the high g-force compacts the sludge, thereby 'squeezing' out all the good oil from the WVO. This leads to higher recovery and increased profitability from the same feedstock.
We recommend a WVO processing temperature of over 180 F for maximum centrifuge efficiency. At this temperature, the WVO from the centrifuge is clear of all water and fine sediment, producing high-quality oil that fetches a higher resale value.
Yellow Grease
Yellow grease is another term for WVO (Waste Vegetable Oil), UCO (Used Cooking Oil), and similar used edible oils discarded by the food industry.
Refer to our section on WVO above for more information on using a centrifuge for this application.
Zinc Particles (Wire Drawing Lubricant)
Application
Manufacturing wires involves pulling thick wire stock through a set of dies with progressively smaller diameter holes. A wire drawing lubricant reduces the friction between the die and the wire metal.
During the drawing process, the lubricant picks up fine metal particles from the die's erosion of the wire metal. These small metal particles contaminate the wire drawing coolant.
Considering the cost of the lubricant, it is highly desirable to recover and reuse the coolant. However, the lubricant needs to be separated from the metal particles before reuse.
Due to these particles' micron-level size, filtration is unsuitable for recycling wire drawing lubricant.
Implementation
An industrial disc centrifuge efficiently purifies wire drawing lubricant. The centrifuge can pull out the small particles (0.5 microns) from the lubricant using mechanical separation with its high g-force (over 7,000 Gs).
A self-cleaning design enables the centrifuge to purge the separated solids during operation.
In water-based lubricants, a 3-phase centrifuge can also separate the tramp oil (if any) from the coolant. This is an added advantage over the filtration of drawing lubricant.
Small, self-cleaning centrifuges with capacities in the range of 5 GPM are an affordable solution for lubricant tanks up to 2,000-gallon capacity.
Summary
In addition to the list of centrifuge applications described above, Dolphin Centrifuge has been tested and catered to other related uses. The bottom line is - if you have contaminated liquid you need to separate, you should contact Dolphin today!