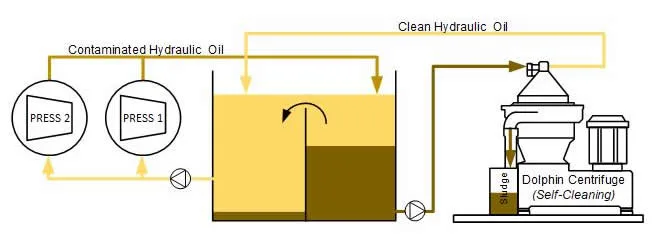
Dolphin Centrifuge supplies DMPX-014 self-cleaning disc stack centrifuge systems for extrusion press hydraulic oil purification. Operating at 7,000+ Gs and 10 GPM, these systems remove sub-micron carbon, metal fines, and water — cutting oil-related downtime by up to 98%.
Synopsis
Hydraulic oil contamination in the extrusion industry is a common problem that needs constant attention. A centrifuge-based hydraulic oil cleaning system is a perfect fit for this industry to avoid excessive losses related to equipment breakdown from contaminated oil.
This article will discuss understanding your hydraulic oil analysis report, the effects of oil contamination, prevention, and monitoring of extrusion press hydraulic oil. Finally, a hydraulic oil centrifuge is used to maintain extrusion press hydraulic fluid.
The average extrusion press loses approximately 125 hours per year to oil-related downtime. A properly sized centrifuge system reduces that figure by 98%. Call (248) 522-2573 or email [email protected] for a consultation.
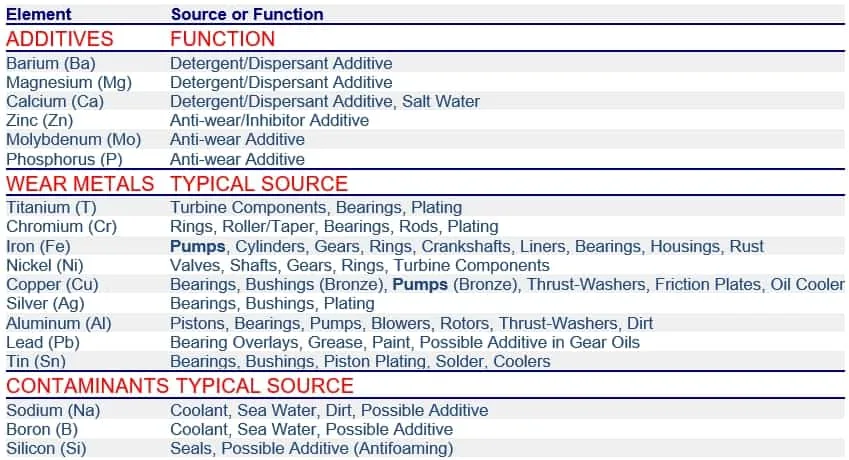
Elements in Spectral Analysis of Typical Hydraulic Oil
The following is a chart of elements found in a spectral analysis report of aluminum extrusion hydraulic oil.
The chart above shows the different elements a "Spectral" or Spectrographic Analysis would find in oil. The Rexroth Bulletin also illustrates this difference. This chart helps one discern the difference between additives, wear metals, and other contaminants.
***Carbon is not listed because Spectrographic Analysis does not test for this contamination in Hydraulic Oils***

Explanation of Carbon, Degradation, and Coke
In an oil report, the particle analysis often registers high contamination in the lower-level micron size ranges. Similarly, the spectrographic or spectral analysis registers may show low levels on the wear-metal items.
The most likely reason for the high particle count is higher carbon, degradation, or even coke, which will not register on the spectrographic analysis.
A particle analysis machine counts Coke and Carbon as particles. If this carbon/degradation, especially coke contamination, is not dealt with by removing it from the oil, devastating domino effects will occur to extrusion presses. Additionally, wear metals and dirt (silica) cause your pumps, valves, and cylinders to wear extensively.
The Domino Effects Caused by Carbon Contamination
Carbon in itself is not a wear particle. Carbon contamination results from the splitting of oil molecules due to high heat and extreme pressure or pump slippage. An extrusion press is a perfect environment for all these things.
The bi-product from splitting the oil molecule is also known as degradation. When Carbon is present in the oil, a hydraulic system will either develop high acid or produce coke or worse; both could occur.
A) Acid Deterioration
Acid causes deterioration of parts. Acid also diminishes the additive packages in oil. As long as Carbon is continually being removed from the equation, acid can't form. Too high acid levels can even cause the cooler to dissolve copper into the oil.
Filters cannot remove degradation or submicron particles. The centrifuge system removes degradation and Carbon (submicron particles down to and below 1/10th of a micron).
B) Grease Contamination
Grease contamination is usually caused by excessive heat and pressure when introduced to the oil molecule. The shearing effect on the oil molecule itself can also create grease. Shearing to the oil molecule often occurs when a pump is slipping.
Pumps generally begin slipping since, over time, the wear rate has worn the pump so much that the pump efficiency drops off significantly. This wear causes the inner components to begin slipping.
It is critical to keep high oil cleanliness standards for the lubrication system and implement a pump manufacturer schedule to check for pump slippage periodically throughout the year.
C) Coke Formation
When grease-contaminated oil passes through small orifices (such as in valves) at extreme pressures of 3,000 to 5,000 psi or higher, it produces extreme heat at the point of the orifice, thereby coking the oil.
Coke is a highly abrasive wear contaminant that will range in any particle size as a final bi-product. Coke, by itself, will jam or cause sticking valves.
As previously mentioned above, the jamming of valves can begin the devastating domino effect on hydraulic systems. Coke will also cause pumps and valves to wear, causing the contamination levels of wear metals to multiply to a critical state as well.
Other disc-centrifuge articles of interest...
Disc Centrifuge Backpressure - Comprehensive Guide
9 Steps to Selecting & Buying the Right Industrial Centrifuge
Centrifuge RCF and RPM | Difference & RCF Calculation
Disadvantages of a Disc-Stack Centrifuge | Illustrated Guide
Difference Between Decanter & Disc Centrifuge | Technical Comparison
The Harmful Effects of Seized, Jammed, or Sticking Valves
The detrimental effects of coke on key extrusion press components are listed below.
1) Cartridge Valves, can cause cracking of pressure lines, blowing of seals, and breakage of main housings.
2) Flow Divider / Proportional Valves; it can cause the main housing to crack. Also, the aluminum waste product will increase if this valve is jamming. If the valve is restricted, it can cause irregularities in the aluminum product itself, even to the point of wasting an entire run of extruded aluminum which is deemed unsuitable for product distribution.
3) Servo Valves can slow or stop the operation of an extrusion press. This issue can cause the main housing to crack, seals to blow, and pressure lines to crack. If the pressure lines do not crack first, then the manifolds could end up cracking or breaking.
This failure can bring down an extrusion press for over a month to a month and a half. Profits lost during this oil-related downtime and the expense incurred to bring the press back online can financially devastate a company.
***Valves sticking or jamming can even cause the housing on pumps to crack, causing breakers to burn out; therefore, the motors can also fail and burn up.***
Test Your Hydraulic Oil — Sample Analysis
Send us a quart of your extrusion press hydraulic oil and we'll run a centrifuge pilot test showing you exactly what gets removed and how clean we can get it.
Request Sample Testing →Tired of Extrusion Press Downtime?
Our engineers will evaluate your hydraulic system and recommend a centrifuge solution to eliminate contamination-related failures.
Preventative Maintenance Programs
Companies must have in place a good Preventative Maintenance Program. Extrusion companies that facilitate these programs and stress their importance are more successful than their competitors. The following are some of the reasons why:
1) Oil Cleanliness
Maintaining oil cleanliness levels at or beyond the hydraulic equipment manufacturer's specifications can lead to an extended lifespan for pumps, valves, and seals in extrusion companies, thereby reducing maintenance costs and issues related to oil.
Moreover, an extrusion company can prevent both long and short-term detrimental downtime associated with oil contamination (as detailed previously under "Harmful Effects...").
Presently, the average downtime per press in the aluminum extrusion industry is approximately 125 hours. Customers of Dolphin Centrifuge gain significant advantages in oil cleanliness; their industrial centrifuge systems allow an extrusion press to function at peak performance and efficiency, cutting oil-related downtime by up to 98%. Additionally, these customers have decreased their oil waste disposal and new oil purchases by up to 99%.
Furthermore, coolers become more efficient as they remove the heat-causing carbon contamination that insulates heat within the oil, facilitating optimal heat transfer as the clean oil circulates through the cooler.
Consequently, less energy is required to cool the oil; centrifuge technology has lowered press operating temperatures by up to 10 degrees or more in certain instances.
In conclusion, the cleanliness of the oil minimizes aluminum product waste by enabling the entire hydraulic system to function at its best. Some customers have even reported improved consistency in product dimensions.
Ultimately, these combined benefits translate into enhanced production and increased profit margins per press, annually, positively impacting the bottom lines of extrusion companies.
2) Monitoring the Cleanliness of Hydraulic Oil Monthly
Extrusion companies ought to monitor their oil cleanliness levels monthly to assess the operating conditions of their presses. Oil analysis can reveal whether the oil is in a critical state or if it meets or surpasses the hydraulic manufacturing specifications for oil cleanliness. A monthly record of oil cleanliness in extrusion equipment is also beneficial for preventative maintenance.
For instance, an oil report can alert companies to potential issues before they become urgent. For example, if a pump fails, an oil report could have previously detected iron and bronze contamination, which indicates wear on the pump.
This early detection enables a company to plan and allocate funds for a replacement pump that may be needed in the near future. It is best practice to collect oil samples from the bottom of the sump before sending them for laboratory analysis; this method provides a more accurate representation of the press's operating conditions.
Monitoring oil cleanliness aids in evaluating the performance of the centrifuge system and supports our customers with preventative maintenance, allowing for timely troubleshooting of their extrusion equipment.
Typically, extrusion companies not using centrifuge technology may experience up to 40 ppm of iron and 70 ppm or more of copper, which can reduce a pump's lifespan from six months to a year.
Our objective is to provide valuable education and essential technology to these companies, enhancing their operations.
Oil analyses from centrifuge customers show a reduction in wear metals to the point where there is minimal or no wear on the pumps. This significant decrease in wear metals can increase the lifespan of new pumps by two to four times, and similarly prolong the operational life of used pumps.
3) Regular Scheduled Alignment of Pull Back Rams
Extrusion companies should align their pullback rams as much as every week (preferably by laser alignment). This alignment will also extend the life of their hydraulic equipment and its produced parts as well.
Note: Older versus newly designed hydraulic systems for extrusion presses. Most new extrusion systems do not have coke-causing hydraulic design problems. On the other hand, many older presses have hydraulic system design flaws, causing coking to occur as part of their regular operation. In this case, we strongly recommend these companies fix their coke-causing hydraulic design problems as soon as possible.

Hydraulic Oil Centrifuge

The hydraulic oil industrial centrifuge system is the only verified modern solution for addressing oil-related issues in heavy industries, particularly within the extrusion sector.
Clients can save substantial amounts annually for each extrusion press by significantly minimizing oil-related downtime by up to 98%.
At Dolphin Centrifuge, we are proud of the technology we offer across various industries, with a special focus on the extrusion sector. Companies utilizing our industrial centrifuge systems in their hydraulic power units will experience considerable advantages and a marked improvement in their profit margins.
Contact Dolphin Centrifuge for more information or to discuss your particular application with our centrifuge experts!
by Sanjay Prabhu MSME
Engineering Manager, Dolphin Centrifuge
Benefits of Centrifuge Oil Purification in Extrusion
Installing a centrifuge system on an extrusion press delivers measurable operational and financial benefits:
- Downtime Reduction: Oil-related downtime reduced by up to 98%
- Oil Waste Elimination: Oil waste disposal and new oil purchases decreased by up to 99%
- Extended Pump Life: Reduction in wear metals can increase the lifespan of new pumps by two to four times
- Improved Cooler Efficiency: Removing heat-causing carbon contamination facilitates optimal heat transfer, lowering press operating temperatures by up to 10 degrees or more
- Better Product Dimensions: Improved consistency in product dimensions reported by customers
- Enhanced Production: Combined benefits translate into enhanced production and increased profit margins per press
Related resources: Hydraulic Oil Centrifuges | Lube Oil Centrifuges | Centrifuge FAQ (101 Questions) | Self-Cleaning Centrifuge | Sample Testing Program | How to Pick the Right Centrifuge