
A decanter centrifuge is a continuous industrial centrifuge that separates solids from liquids by spinning a slurry at high centrifugal force. Inside the rotating bowl, heavier solids settle against the bowl wall and are conveyed out as cake, while clarified liquid exits through the opposite end. Decanter centrifuges are used for sludge dewatering, wastewater treatment, crude oil tank bottoms, waste oil, food processing, mining, and chemical separation.
A decanter centrifuge is an industrial centrifuge that continuously separates solids from liquids. The separation in the decanter occurs due to the high centrifugal force generated by its rotating bowl.
Solid particles need a higher density than liquid for a decanter centrifuge to work.
Given its separating abilities, the decanter finds a variety of applications in biotechnology separation, oil fields, wastewater treatment, the food industry, hemp processing, and other industrial processes.

How Does a Decanter Centrifuge Work?
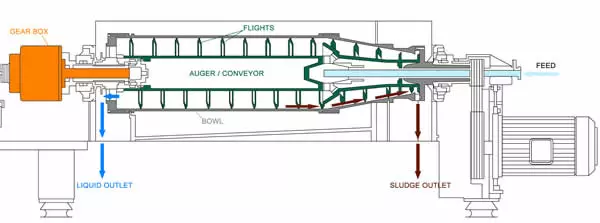
A decanter centrifuge works by exerting a high centrifugal force on the slurry of solids and liquids. A rotating conveyor pushes out the heavier solids that settle on the decanter wall. The lighter liquid exits the decanter through the liquid outlet port on the other end of the bowl.
Continuous process decanter centrifuges can process a large volume of fluids with sludge. Centrifugal force (upwards of 3,000 g) causes graded settling and separates the fluid from small sediment (50µ).
The rotating bowl has a concentric scroll that rotates at a differential speed to that of the decanter bowl. This speed differential allows the scroll to transfer the separated sludge.
Cross-Section Diagram
Animation
Working Principle
The separation of fluid from the sludge occurs inside the rotating decanter bowl. One can explain the internal working as follows:
- 1Feed Introduction: The slurry is fed into the machine through an axial feed tube, injecting it into the conveyor. The tube conveys the slurry to the center of the conveyor feed chamber.
- 2Acceleration / Dispersal: The injected slurry strikes against an accelerator in the conveyor feed zone. This action accelerates the flow outward through the feed ports into the bowl, forming a “pond.”
- 3Separation: The solids of higher density displace the liquid and settle to the bowl's wall. The conveyor continuously scrolls the solids up the angled conical part (beach).
- 4Auger Rotation: The bowl-mounted gearbox causes a differential rotation between the conveyor and the bowl.
- 5Sludge Discharge: The flights push the separated sludge up the bowl's conical part (beach). The solids exit the bowl through 360° discharge ports at the rear end.
- 6Fluid Discharge: The clarified liquid rises to the pond's surface and flows over the dams in the front bowl hub. At this point, the liquid discharges from the bowl.

Factors Affecting Performance

Certain decanter features have a direct impact on the performance of the decanter. These factors are:
- Decanter Bowl Speed: The bowl speed or RPM signifies the effective centrifugal force generated by the decanter. Depending on the fluid and type/density of solids, the centrifugal force is the key factor affecting performance.
- Auger or Conveyor Speed: The relative rotation of the auger versus the bowl relates to the speed at which the separated sludge is conveyed out of the bowl. High sludge content applications require a fast conveyor speed to maximize efficiency.
- Pond Depth: The thickness of the fluid layer formed around the bowl's inner wall is the pond depth. Deeper ponds lead to clearer centrate and wetter solids. Shallower ponds lead to dryer solids and murkier centrate. Weir plate adjustments allow pond depth changes.
- Beach Angle: The angle of the conical part of the bowl is known as the beach angle. Varying the beach angle has a direct impact on the separated sludge dryness.
- Conveyor Pitch: The distance between the conveyor flights is the conveyor pitch. A shorter pitch enhances the decanter's solids' separation capacity and increases the torque on the gearbox.

Decanter Performance Optimization provides a detailed insight into optimizing the factors mentioned above for maximum effectiveness.
Types of Decanter Centrifuges
Decanter centrifuges are available in 2 configurations, namely 2-phase and 3-phase. In other words, solid-liquid and solid, liquid, liquid separation.
2-Phase Decanter
The two-phase separator is a solid-liquid separator. In other words, it separates the fed slurry into a solid phase and one liquid phase. Most de-sludging duties use a two-phase design. These include industrial sludge thickening, municipal wastewater, hemp biomass separation, etc.
3-Phase Decanter (Tricanter)
Tricanter is also known as a three phase decanter centrifuge. A 3-phase type separates solids from 2 immiscible fluids. In other words, a 3-phase decanter centrifuge produces a solid phase and two separate liquid phases.
For example, a 3-phase configuration separates crude oil from tank bottom sludge and water. Olive oil separation from water and biomass is another example.
Explosion Proof Decanter


A decanter centrifuge with applications in hazardous or explosive environments needs special design considerations. The special-purpose centrifuges are referred to as Explosion Proof Decanters.
The NEC classification for these areas in the domestic market comes under the Class 1 Division 1 zones. Therefore, it is common to refer to these decanters as Class 1 Division 1-rated machines.
Environments, where flammable gases, fluids, or dust are present, require using explosion-proof decanters. Refiners, Offshore Oil Platforms, Mines, Chemical Plants Effluent, and similar locations mandate these classifications.
Our article about Explosion Proof Centrifuges provides detailed information about these centrifuge classifications for explosion-proof or hazardous areas.
Advantages
Decanters compete with other separation technologies such as filter presses, screw presses, etc. Though all these different equipment have advantages, decanters have some specific benefits. These benefits are due to the decanter centrifuge being a mechanical separator.
All the other technologies use media separation, which has inherent drawbacks. The following is a list of advantages of decanter centrifuges over filtration methods:
1. Process Adaptability
Decanter centrifuges can easily handle product variations. They can produce consistent separation results even with varying flow rates.
2. Compact Dimensions
Decanter centrifuges have a smaller footprint than belt and filter presses of similar capacity, allowing installation in confined spaces.
3. Vapor Tight Design
The basic design includes a rotating bowl in an enclosed chamber, preventing odors, fumes, and gases from contaminating the operating space.
4. Low Labor Costs
Fluid separation through a decanter is practically an automatic process, requiring minimal manual attendance.
5. Reduced Operating Cost
Since only worn parts are replaceable, it minimizes long-term operating costs. Filter media need constant replacement in other methods.
6. Long Service Life
Robust design and high-quality construction materials help decanters perform reliably for extended periods.
7. Easy Installation
Decanter centrifuge systems are self-contained and easy to install. Quick commissioning allows them to be productive fast.
8. Wide Particle Range
The decanter separates particle sizes from 1 Micron to 15 mm or larger, a significant advantage over fixed-aperture media filters.
9. Three-Phase Separation
Besides separating solids from liquids, three-phase decanters (tricanters) also separate immiscible liquids simultaneously.
10. Easy Adjustments
Users can adjust sludge dryness or centrate clarity quickly. Installed weir plates control the separated phase by changing the pond depth.


Disadvantages
A decanter centrifuge has certain disadvantages when compared to other solid-liquid separation equipment. The following is a list of the main limitations:
1. Capital Expense
Decanter centrifuges have a higher cost than filters and similar separation devices. Performance improvement and wear preventive options can further add to this cost.
2. Light Particle Separation
When the solids (such as biological cells) have a specific gravity close to the liquid, the decanter cannot separate them effectively.
3. Power Requirement
Large horsepower motors power decanter centrifuges. Compared to filtration machines, these drive motors need a higher operating current.
4. Noise and Vibration
Heavy rotating bowls and masses cause vibrations that lead to noise. Decanters create noise levels in the 70–80 dB(A) range.
Also, read our Alfa Laval Centrifuge Selection Guide for detailed help choosing the right centrifuge for your application.

Specifications
The following table lists the essential technical specifications of Alfa Laval decanter centrifuges.
| Specification | Alfa Laval NX-314 | Alfa Laval NX-418 |
|---|---|---|
| Material of Construction (MOC) | 316L Stainless Steel | 316L Stainless Steel |
| Max. Bowl RPM | 4,000 | 4,000 |
| Bowl Diameter | 14″ (353 mm) | 14″ (353 mm) |
| Bowl Length | 40″ | 68″ |
| G-Force (Centrifugal Force) | 3,150 G's | 3,150 G's |
| Particle Size Separation Range | 50 µm to 1/2″ | 50 µm to 1/2″ |
| Max. Processing Capacity | 50 GPM | 170 GPM |
| Drive Power | 15 HP | 25 HP |
| Size (Footprint) | 3' × 6' × 5' (H) | 3' × 10' × 5' (H) |
| Differential Speed | 1 ~ 25 RPM | 1 ~ 50 RPM |
| Gearbox Type | Planetary Gearbox; 2.5 kN-M Torque | Planetary Gearbox; 2.5 and 3.5 kN-M Torque |
Installation Requirements
- Electrical
- 460 V / 3-phase standard; 240 V / 3-phase available. Single-phase sites: customer can add a phase converter.
- Operating water
- 50 psig, clean potable filtered water - city water works best, soft water only.
- Compressed air
- 100 psig, ~15 cfm (portable compressor is fine). Primary use: AODD sludge pumps on self-cleaning machines.
- Feed
- Hotter separates better - WVO/thick/emulsified oils ideal ~180°F; HFO 200°F+. Pre-strain dirty feed to under 250 microns. A PLC-controlled feed pump is usually built into the skid; if customer-supplied, use positive-displacement/AODD pumps - avoid centrifugal pumps on emulsion-prone fluids.
- Drain
- Separated sludge via AODD pump, 1 to 1.5 inch outlet. Separated water: 1 to 1.5 inch pressurized, or 3 to 4 inch gravity drain.
- Foundation & environment
- Level concrete pad is usually sufficient; small units available on portable cart skids. Indoor install preferred. Outdoor installs must be in a climate-controlled/heated enclosure to prevent freezing - freezing is a safety hazard.
Material of Construction
The Alfa Laval NX-418 and NX-314 decanters are designed for applications of crude oil, mineral oil, and wastewater. Therefore, the material used in its construction is well suited for such uses.
| Component | Material |
|---|---|
| Bowl Body | 316L Duplex Stainless Steel |
| Conveyor / Auger | 316L Duplex Stainless Steel with Tungsten Carbide Hard Surfacing |
| Vessel / Collecting Cover | 316L Duplex Stainless Steel |
| Gearbox | Hardened Steel - Planetary Gearbox |
| Base Frame | Carbon Steel with Epoxy Base and Top Coat Paint |
Modification for Special Applications
Special modifications are available for Decanter centrifuges for specific applications. Some of these adaptations are in the following table.
| Decanter Modification | Technical Details | Benefits |
|---|---|---|
| Tungsten Carbide Tiles | Multiple Tungsten Carbide hard-surface tiles welded to the conveyor flight edge. | Erosion protection of conveyor in highly abrasive sludge applications. |
| Back Drive Motor | Allows conveyor differential speed control. | Centrifuge adaptation under varying sludge load. |
| Nitrogen Blanketing | Nitrogen purging of the bowl surrounding the vessel (coffin). | Prevent oxygen contact with process fluid in oxygen-sensitive and flammable fluids. |
| Clean Fluid Tank | Collection tank for centrate falling out under decanter. | A modular system eliminates the need to raise the decanter to collect fluid. |
| Separated Sludge Conveyor | Conveyor sub-assembly under sludge outlet. | Eliminates the need to elevate the decanter for sludge collection. |
Manufacturers
Prospective buyers should consider some crucial aspects listed below before selecting and purchasing a decanter.
There are many decanter centrifuge manufacturers worldwide. Yet, it is essential to consider the manufacturer's origin and legacy - especially given these machines' initial cost and sophistication.
Long-term durability and field experience have proven the reliability and longevity of a few brands.
Alfa Laval is the top-quality manufacturer of centrifuges for over 100 years! Alfa Laval is a ‘name brand’ among centrifuge manufacturers. It is not uncommon to see Alfa Laval centrifuges last 50+ years.
Sizing
A decanter centrifuge comes in different designs and sizes. For optimum process efficiency, sizing is a critical parameter in selection.
A machine rated 100 gallons/minute of wastewater will likely process 20 gallons/minute of thick waste oil. Therefore, the user should carefully consider the process-fluid properties and decanter design features to size a proper decanter for each process.
Other design features such as auger pitch, beach cone angle, gearbox ratio, bowl speed, and auger speed significantly affect decanter sizing. Consulting an experienced centrifuge company with extensive application history is highly desirable and recommended.
Equipment Cost
Decanter centrifuges are capital equipment based on their expected operating life and durability. Their price depends on the manufacturer and size/capacity.
A new machine (from a quality, established manufacturer) starts from around $50K for a small capacity unit to over $1M for a large capacity machine. Accessories such as explosion-proof upgrades, control systems, pumps, etc., are optional and add to the cost.
Remanufactured models range from 40% to 60% compared to new models of similar capacity.
Operating Costs
Decanter centrifuge operating costs can be categorized as follows.
Power Consumption
The only power-consuming component is the motors. Example:
Cost per kWh: 25 ¢
Capacity: 5 GPM
Volume/hour: 300 Gallons
Cost/gallon: 25¢/300 = 0.08¢
Spare Parts
The availability of spare parts is an important consideration for the longer-term operating costs.
For ‘no-name’ decanters, the buyer wholly depends overseas on a single source manufacturer. Stock, availability & part cost are essential considerations for critical equipment.
On the other hand, generic spare parts are readily available for established, brand-name manufacturers. The manufacturers themselves have parts stock worldwide for quick delivery.
Labor
Decanter centrifuges are continuous processing, self-contained machines with no operating labor costs. Only service and maintenance require labor.
Chemical Use
Specific processes need chemicals to aid separation, an extra cost the buyer should consider.
Maintenance & Service
Decanters from high-quality manufacturers are generally very reliable. As long as the user maintains them per the manufacturer's recommendation, they provide reliable service.
Ongoing maintenance involves periodic gearbox oil changes and bearing lubrication. The primary service involving bearing replacement is every few years, depending on the severity of use.
Processes involving abrasive solids, such as drilling mud, will need scroll or screw rebuild based on wear rate.
Need Help Selecting the Right Decanter?
Contact our engineers to discuss your feed material, solids content, and flow rate. We will recommend the right decanter model and configuration for your application.
New versus Remanufactured
New machines from branded manufacturers like Alfa Laval is the first choice. However, given the cost of new models, buyers often seek remanufactured decanters from trusted and established companies.
Important considerations before buying a remanufactured decanter centrifuge
- Manufacturer of the original centrifuge.
- Credentials & experience of the re-manufacturer.
- Previous use.
- Wear status of the bowl and conveyor.
- Parts used in the rebuild - especially bearings.
- Balancing of major rotating components.
- Vibration check and complete testing of the centrifuge assembly per OEM specifications.
We have condensed 40+ years of our centrifuge specialty into a 9 Step Guide to Selecting Your Perfect Industrial Centrifuge.
Applications
Decanter centrifuges are perfect for separating liquids from high amounts of solids. Realistically, they can continuously separate over 50% (v/v) solids from liquids. Decanter centrifuges can produce up to 4,000 g's of centrifugal force, sufficient to separate particles down to 50µ.
The following are some of the industries using our remanufactured decanters:
• Oilfield Drilling Mud
• Hemp Biomass Solvent Extraction
• Rendering Plants Sludge Thickening
• Food Industry Waste Streams
Remanufactured by Dolphin Centrifuge

Dolphin Centrifuge has been remanufacturing Alfa Laval decanters for over 40 years. We have a similar experience with Sharples centrifuges.
Our remanufactured decanter centrifuges come with a warranty, free ongoing technical support, on-site startup, and training and can be built to suit your application.
Our remanufacturing process follows OEM guidelines. We strictly adhere to all the remanufactured decanter considerations listed above.
We have a stock of over 50 Decanters at our factory in Warren, MI. Our stock machines are carefully selected based on their previous use. We stock gently used units from olive oil or other similar benign applications.
We avoid stocking decanters from drilling mud or other abrasive applications.
Available Decanter Models

15 GPM on Diesel Fuel

28 GPM on Turbine Lube Oil

30 GPM on Waste Oil

75 GPM on Distillate
Decanter Centrifuge FAQ
What are the uses of a decanter centrifuge?
What are the phases separated by a decanter centrifuge?
What is the difference between a wine decanter and centrifugal decanter?
What is the typical centrifugal force generated by a decanter centrifuge?
Are decanter centrifuges noisy?
Can the sludge dryness of a decanter centrifuge be adjusted?
What are the main parts of a decanter that are subject to excessive wear?
Related Resources
Decanter Performance Optimization
Detailed guide on optimizing bowl speed, pond depth, and conveyor settings.
Decanter Differential Speed
Understanding scroll-bowl speed differential and its impact on separation.
Three-Phase Decanter (Tricanter)
How 3-phase decanters separate solids from two immiscible liquids.
Centrifuge Selection Guide
Complete guide to selecting the right Alfa Laval centrifuge for your application.