
Synopsis
Disc-stack type industrial centrifuges exert a very high centrifugal force on emulsified oils. This force can break waste oil emulsions by mechanical separation. Thus, industrial centrifuges recover clean oil from waste oil emulsion on a large scale.
What is an emulsion?
When two immiscible liquids mix to form one liquid phase - that combined liquid phase is an emulsion. In other words, it is the dispersion of microdroplets of one fluid in another non-dissolving fluid.
Types of Oil-Water Emulsions
Oil-water emulsions fall into two categories - Oil in Water (O/W) and Water in Oil (W/O) type. The following diagram illustrates the two types of emulsions.
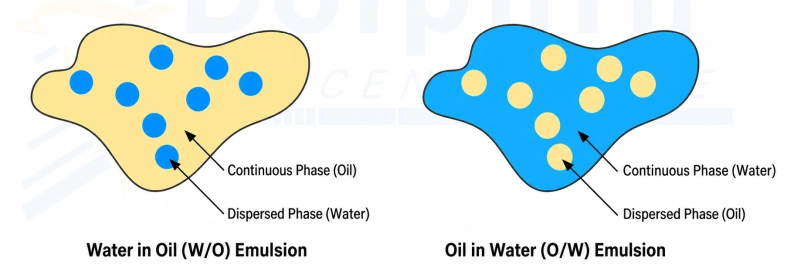
Oil in Water (O/W) emulsion
The dispersion of a small amount of oil in a large volume of water is known as oil in water emulsion (O/W). Water-based machining coolant is an example of an O/W emulsion. In this case, the coolant disperses oil droplets in a water medium. This emulsion is desirable because it provides lubrication from the oil and cooling from the water phase.
Water in Oil (W/O) emulsion
The dispersal of a small amount of water in a large quantity of oil is known as water in oil emulsion (W/O). Waste oil emulsion is an example of a W/O emulsion. W/O has water as the dispersed medium in the oil. This emulsion is undesirable because it has reduced value as fuel or lubricant feedstock.
What causes emulsion in waste oil?
There are several causes for the creation of water in mineral oil emulsions. These reasons are broadly classified into mechanical and chemical causes.
Vigorous agitation of the oil-water mix can cause emulsions. Pumps and valve orifices, for example, can cause water droplets to get dispersed in the oil.
The presence of detergents, soaps, and other surface-acting agents also causes emulsions. Such chemically bonded emulsions are particularly difficult to separate under the gravity settling method.
Methods of splitting water in oil emulsions
Mechanical or chemical methods separate waste oil emulsions. Separating colloidal solids is the most effective mechanical way to split waste oil emulsions.
Chemical demulsifiers break the chemical bonds to help split emulsions. However, on a larger scale, the cost of chemicals adds up.
What are coalescence and flocculation?
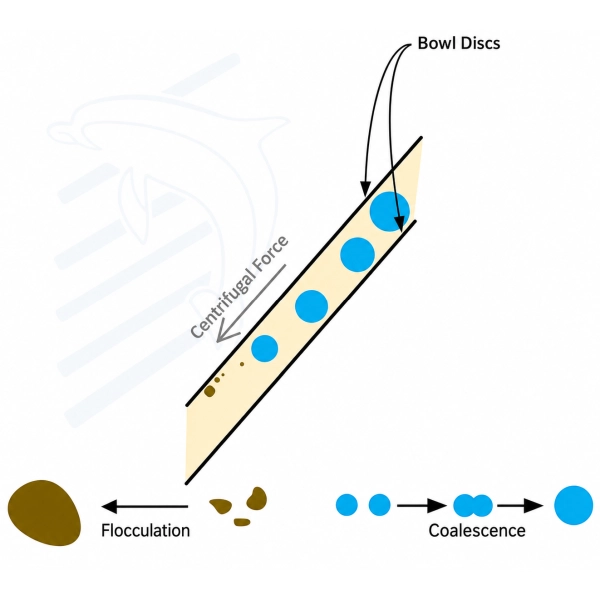
The process of combining small water droplets into larger, separable droplets is coalescence. The aggregation of micro-suspended solid particles is flocculation.
Flocculation and Coalescence Illustration
The diagram below shows a magnified section of an industrial centrifuge bowl. The following section describes the separation process in detail.
Pilot-scale disc-stack centrifuge test
Disc Stack Waste Oil Centrifuge
A disc stack centrifuge has enough g-force to separate the particles from the emulsified oil to break the globules mechanically. The flocculation of the small sediment holding the emulsion through the centrifugal force helps break down the emulsion.
The waste oil centrifuge skid shown below features an Alfa Laval P-615 self-cleaning, high-speed disc stack centrifuge with a capacity of about 10 GPM on light oils.

How does a disc stack centrifuge separate emulsified water from oil?
A centrifuge accelerates the flocculation and coalescence process by exerting high centrifugal forces
As illustrated above, a disc stack centrifuge causes the combination of small, suspended water droplets. In other words, it coalesces the water particles. It also concurrently forces the flocculation of colloidal particles. These larger particles readily separate under the high centrifugal force.
Case study of centrifuge on emulsified waste oil.

Dolphin Centrifuge supplied a specially modified Alfa Laval disc stack centrifuge for waste oil recovery in Guam. The customer collects fuel and oil from naval ships and cruise ships' tanks.
The collected oil often contains a high proportion of emulsified oil. Before using our centrifuge, the customer used chemicals to separate the oil emulsion with limited success.
We carried out a set of experiments at the customer site to check the performance of our centrifuge. We designed the experiments to optimize centrifuge efficiency on emulsion breaking.
From experience, we knew the centrifuge settings and fluid properties, which are vital for emulsion separation.
These are flow rate, back pressure, temperature, and gravity disc selection. The primary fluid property affecting emulsion separation is temperature.
We changed the flow and temperature settings to simplify the experiment while keeping the pressure and gravity disc unchanged. The following table summarizes the results of the investigation.
Results of centrifuge treatment of emulsified oil
The following table shows the results of the emulsion-breaking experiment using an industrial centrifuge.
| Iter. # | Description | Var. 1 | Var. 2 | Incoming Fluid Analysis | Outgoing Fluid Analysis | ||||||
|---|---|---|---|---|---|---|---|---|---|---|---|
| Temp | Flow | % Oil | % Emul | % Water | % Sludge | % Oil | % Emul | % Water | % Sludge | ||
| 1 | Temp. Var. 1 | 140 F | 12 GPM | 65.0% | 27.0% | 6.0% | 2.0% | 87.8% | 9.00% | 2.50% | 0.70% |
| 2 | Temp. Var. 2 | 200 F | 12 GPM | Feed Ratio Constant | 96.4% | 3.00% | 0.50% | 0.10% | |||
| 3 | Flow Var. 1 | 140 F | 6 GPM | 95.9% | 2.70% | 0.60% | 0.80% | ||||
| 4 | Flow & Temp. Var. | 200 F | 6 GPM | 98.7% | 0.90% | 0.35% | 0.05% | ||||
The benefit of the industrial centrifuge is tabulated in the monetary terms below.
| Heating & Settling | Centrifuge Processing | Extra Daily Oil Produced by Centrifuge | ||||
|---|---|---|---|---|---|---|
| After 24 Hrs. Settling | 12 GPM @ 180 F | Daily | Monthly | Annually | ||
| % Recovery | Gal/Day | % Recovery | Gal/Day | Gallons | ||
| 78% | 8,400 | 92% | 9,900 | 1,500 | 37,500 | 450,000 |
At the prevailing rate of clean waste oil at $1.72/Gal in Guam, the additional annual revenue was estimated at $650,000!
Conclusion
In summary, an Alfa Laval industrial disc stack centrifuge is capable of breaking water in oil emulsions. Specifically, as demonstrated above, it can break the oil from waste oil emulsion to produce clean sale oil.
Subjecting an emulsion to high centrifugal forces in a centrifuge forces the separation of the dispersed phase from the carrier phase. This process is referred to as 'breaking' an emulsion.
The actual separation efficiency depends on the type of emulsion. It also depends on the type and amount of chemical emulsifiers, if present.
Contact Dolphin Centrifuge for more information or to discuss your particular application with our centrifuge experts!
by Sanjay Prabhu MSME
Engineering Manager, Dolphin Centrifuge